- ↑ Oberg et al. 2000, p. 286.
- ↑ 1 2 «McMaster-Carr catalog» (116th ed.), McMaster-Carr, с. 3630, <http://www.mcmaster.com/#catalog/116/3630>. Проверено 3 сентября 2010.
- ↑ «McMaster-Carr catalog» (116th ed.), McMaster-Carr, с. 3632, <http://www.mcmaster.com/#catalog/116/3632>. Проверено 3 сентября 2010.
- ↑ «McMaster-Carr catalog» (116th ed.), McMaster-Carr, с. 3662, <http://www.mcmaster.com/#catalog/116/3662>. Проверено 3 сентября 2010.
- Oberg Erik Machinery's Handbook / Christopher J. McCauley, Riccardo Heald, and Muhammed Iqbal Hussain. — 26th edition. — New York: Industrial Press Inc, 2000. — ISBN 0-8311-2635-3
- ↑ Oberg et al. 2000, С. 286.
- ↑ McMaster-Carr catalog (116th ed.), McMaster-Carr, с. 3630, <http://www.mcmaster.com/#catalog/116/3630>. Проверено 3 сентября 2010.
- ↑ McMaster-Carr catalog (116th ed.), McMaster-Carr, с. 3632, <http://www.mcmaster.com/#catalog/116/3632>. Проверено 3 сентября 2010.
- ↑ McMaster-Carr catalog (116th ed.), McMaster-Carr, с. 3662, <http://www.mcmaster.com/#catalog/116/3662>. Проверено 3 сентября 2010.
- ГОСТ 14959-79. Прокат из рессорно-пружинной углеродистой и легированной стали. Технические условия.
- ГОСТ 9389-75 Проволока стальная углеродистая пружинная. Технические условия.
- Oberg Erik. Machinery's Handbook / Christopher J. McCauley, Riccardo Heald, and Muhammed Iqbal Hussain. — 26th edition. — New York: Industrial Press Inc, 2000. — ISBN 0-8311-2635-3.
- Предел выносливости вычислен по формулам: σ-1 = 0,29σВ + 79,2 и σ-1 = 0,45σ0,2 + 95,4.
- К недостаткам углеродистых пружинных сталей следует отнести невысокий предел упругости и невысокую прокаливаемость. Критический диаметр этих сталей при закалке в масле не превышает 25 мм.
- Для сталей марок 50С2, 55С2 и 60С2 отжиг может быть заменен высоким отпуском.
- Для сталей 50С2 и 55С2 закалку можно проводить в воде.
Энциклопедия по машиностроению XXL. Пружинная сталь нержавеющая
Пружинные стали. Рессорно-пружинные стали. Пружинная сталь свойства. Релаксация напряжений.
Пружины, рессоры и другие упругие элементы являются важнейшими деталями различных машин и механизмов. В работе они испытывают многократные переменные нагрузки. Под действием нагрузки пружины и рессоры упруго деформируются, а после прекращения действия нагрузки восстанавливают свою первоначальную форму и размеры. Особенностью работы является то, что при значительных статических и ударных нагрузках они должны испытывать только упругую деформацию, остаточная деформация не допускается. Основные требования к пружинным сталям – обеспечение высоких значений пределов упругости, текучести, выносливости, а также необходимой пластичности и сопротивления хрупкому разрушению, стойкости к релаксации напряжений.
Рессорно-пружинные стали
Пружины работают в области упругих деформаций, когда между действующим напряжением и деформацией наблюдается пропорциональность. При длительной работе пропорциональность нарушается из-за перехода части энергии упругой деформации в энергию пластической деформации. Напряжения при этом снижаются.
Самопроизвольное снижение напряжений при постоянной суммарной деформации называется релаксацией напряжений. Релаксация приводит к снижению упругости и надежности работы пружин.
Пружины изготавливаются из углеродистых (65, 70) и легированных (60С2, 50ХГС, 60С2ХФА, 55ХГР) конструкционных сталей.
Для упрочнения пружинных углеродистых сталей применяют холодную пластическую деформацию посредством дробеструйной и гидроабразивной обработок, в процессе которых в поверхностном слое деталей наводятся остаточные напряжения сжатия.
Повышенные значения предела упругости получают после закалки со средним отпуском при температуре 400…480 oС.
Для сталей, используемых для пружин, необходимо обеспечить сквозную прокаливаемость, чтобы получить структуру троостита по всему сечению.
Упругие и прочностные свойства пружинных сталей достигаются при изотермической закалке.
Пружинные стали легируют элементами, которые повышают предел упругости – кремнием, марганцем, хромом, вольфрамом, ванадием, бором.
В целях повышения усталостной прочности не допускается обезуглероживание при нагреве под закалку и требуется высокое качество поверхности.
Пружины и другие элементы специального назначения изготавливают из высокохромистых мартенситных (30Х13), мартенситно-стареющих (03Х12Н10Д2Т), аустенитных нержавеющих (12Х18Н10Т), аустенито-мартенситных (09Х15Н8Ю), быстрорежущих (Р18) и других сталей и сплавов.
www.mtomd.info
| Основные Продукции: | Пружина Сжатия, Упругость Пружины, Торсионная Рессора, Проволока Формирования Весной, Весной Батареи |
ru.made-in-china.com
Коррозионно-стойкая пружинная сталь
В. P. Бараэ, А. H. Богомолов, С. В. Гр и Е. В. Неудачина (72) Авторы изобретения
7,,,„.,р. 1
" 3 . " ; " у.
Уральский ордена Трудового Красного намеыь.„ политехнический институт им. С. М. а.. (71) Заявитель (54) КОРРОЗЦОННОСТОЙКАЯ ПРУЖИННАЯ СТАЛЬ
Изобретение относится -к металлургии, в частности к сталям для изготовления высокопрочных кбррозионностойких пружинных материалов.
Наиболее близкой к предлагаемой является корроэионностойкая пружиняющая сталь (11, содержащая, вес.%:
Углерод 0,10 — 0,20
Хром 18 — 22
Никель 9 — 12
Марганец 2,5 — 4,5
Кремний 2,1-3,0
Молибден 1 — 4
Медь 0,2-0,5
Железо Остальное
Недостатками известной стали являются низкие прочностные свойства.
Цель изобретения — повышение прочностных свойств стали.
Поставленная цель достигается тем, что коррозионностойкая пружинная сталь, содержащая углерод, хром, никель, марганец, кремний, молибден, медь и железо, дополнительно содержит ванадий, бор и кальций при следу ющем соотношении компонентов, вес.%:
Углерод 0,10 — 0,20
Хром 16-19
Никель 7 — 9
Марганец 1,5-3,0
Кремний 1,0-2,5
Молибден 1,0-1,5
Медь 0,4 — 1,0
Ванадий 0,5-0,9
Бор 0,001 — 0,02
Кальций 0,001 — 0,05
Железо Остальное.
Химический состав выплавленных сталей представлен в табл. 1.
Все стали выплавляют в 60 кг индукци- 1 онной печи. Слитки после гомогенизационно-. го отжига проковывают в заготовки сечением 47х47 мм, а затем прокатывают в катанку диаметром 8,0 мм. Из этой катанки по20 лучают проволоку диаметром 5,2 мм, подвергнутая затем термомеханической обработке но следующему режиму: закалка от 1080" С, последующая холодная пластическая деформа908929
Таблица 1
Содержание, вес.%
Сталь
Предлагаемая
1,0 19,0 7,0 1,50 0,81 0,90 0,050 0,02 Остальное
0,10 3,0
0,12 2,14 2,08 16,7 7,98 1,0 1 0 0,65 0,001 0,001 То же
0,20 1,50 2,50 16,0 9,0 1,27 0,40 0,50 0,009 0,006
Извест0,12 3,10 2,14 17,8 10,1 2,10 0,30 ная
Таблица 2
Число ОтносительОтносительПре нос кг/м скручи- ное удлиневаний ние д, % ное сужение
Ф, %
Обработка
Ъ, Сталь
Предлагаемая
Деформация (85%) 5 — 6 4 — 5
214-216
Деформация +
+ старение
450 С, 1 ч
4-5
3 — 4
239 — 242
Деформация +
+ старение
500С,1ч
236--239
Деформация старение
600" Г, 1 ч
176- 78
1,5
4-5
4 — 4 ция волочением до диаметра 2,0 мм (o6жатие 85%) и заключительное старение при
450, 500 и 600 С в течение 1 ч.
В табл. 2 приведены сравнительные данные механических свойств проволоки.
Данные, приведенные в табл. 2, показывают, что при практически равном уровне вяз., кости, оцениваемом числом знакопеременных гибов и числом скручивания, а также одинаковой пластичности, проволока из предлагаемой стали .имеет заметно большую прочность, чем проволока из известной. Такое соотношение наблюдается как для холоднодеформир
Оценка коррозийной стойкости предлагаемой стали и известной путем измерения стандартного электрохимического потенциала показывает, что обе стали имеют близкие значения этой характеристики: + 0,38 и
+0,,37 В соответственно (что выше по сравнению с распространенной промышленной аустенитной нержавеющей сталью типа
12Х18Н10Т, для которой Р=+ 0,05 В).
Таким образом, использование предлагаемой аустенитной стали в качестве высокопрочного нержавеющего пружинного материала обеспечивает возможность получения высоких характеристик прочности при одинаковом с известной уровне пластичности и коррозионной стойкости. В связи с этим предлагаемая сталь может быть использована в автомобильной промышленности, где необходимо применение коррозионностойкой проволоки с прочностью 220 кг/мм и выше.
908929
: Продолжение табл.2 б т
ИэвестДеформация (85%) 4) 4 — 5
5 — 6
184 — 187
Деформация +
+ старение
450 С, 1 ч
4 — 5 4 — 5
208 †2
Деформация +
+ старение
500 С, 1 ч
3 — 4
4 — 5
210-213
Деформация + + старение
600 С, 1 ч
4-5 4 — 5
1,5
173 — 175
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР и 730866, кл. С 22 С 38/58, )977.
Составитель Л, Суяэова
Техред А.Ач
Корректор С. Шекмар
Редактор Н. Ковалева
Тираж 657
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж вЂ” 35, Раушская наб., д. 4IS
Подписное
Заказ 764/34
Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4
Формула изобретения
Корроэионностойкая пружинная сталь, содержащая углерод, хром, никель, марганец, кремний, молибден, медь и железо, о тл и ч а ю щ а я с я тем, что, с целью повышения прочностных свойств, она дополнительно содержит ванадий, бор и кальций
1ири следующем соотношении компонентов, вес.%:
Углерод
Хром
Никель
Марганец
Кремний
Молибден
Медь
Ванадий
Бор
Кальций
Железо
1,5 — 3,0
1,0-2,5
1-1,5
0,4-1,0
0,5 — 09
0,001-0,02
0,001 — 0,05
Остальное



www.findpatent.ru
Пружинная сталь - это... Что такое Пружинная сталь?
Пружинная сталь — это низколегированный сплав, среднеуглеродистая или высокоуглеродистая сталь с очень большим пределом текучести. Это позволяет изделиям из пружинной стали возвращаться к исходной форме несмотря на значительный изгиб и скручивание.
Большинство пружинных сталей (как те, что используются в автомобилях) закалены и отпущены до значения 45 по шкале C Роквелла.
Классы
Кремний является ключевым компонентом большинства пружинных стальных сплавов. В США самой часто используемой пружинной сталью является ASTM A228 (0.80–0.95% углерода), которая также известна под названием «музыкальная проволока» («music wire») или «пианинная проволока» («piano wire»).[1]
| 1074/1075[2] | 50 | Бесчешуйная воронёная сталь | ||
| 1095 (A684)[2] | 413-517 МПа | 61 | Воронёная пружинная сталь | |
| 5160 (A689)[3] | 669 МПа | 63 | Хромово-кремниевая пружинная сталь; устойчива к усталости | |
| 9255 | 1.50-1.80% Si, 0.70-1.00% Mn и 0.52-0.60% C | |||
| 301 Spring-tempered нержавеющая сталь (A666)[4] | 1014 МПа | 42 |
Применение
Применяется для изготовления пружин и тому подобных изделий, например, торсионов и рессор.
Из-за устойчивости к изломам и трещинам пружинная сталь также широко используется при производстве металлических шпаг для сценических сражений. Пружинная сталь это один из самых популярных материалов при изготовлении отмычек по причине эластичности и гибкости. Также используется для фортепианных струн и пружинных хомутов.См. также
Примечания
Литература
dic.academic.ru
Пружинная сталь - Википедия
Материал из Википедии — свободной энциклопедии
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 22 июня 2015; проверки требуют 3 правки. Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 22 июня 2015; проверки требуют 3 правки.Пружинная сталь — это низколегированный сплав, среднеуглеродистая или высокоуглеродистая сталь с очень большим пределом текучести. Это позволяет изделиям из пружинной стали возвращаться к исходной форме несмотря на значительный изгиб и скручивание.
Большинство пружинных сталей (как те, что используются в автомобилях) закалены и отпущены до значения 45 по шкале C Роквелла.
Классы[ | ]
Кремний является ключевым компонентом большинства пружинных стальных сплавов. В США самой часто используемой пружинной сталью является ASTM A228 (0.80-0.95 % углерода), которая также известна под названием «музыкальная проволока» («music wire») или «пианинная проволока» («piano wire»).[1]
В России основными марками рессорно-пружинной стали являются марки 60Г, 65Г и другие, с содержанием углерода 0,5-0,9%.
| 1074/1075[2] | 50 | Бесчешуйная воронёная сталь | ||
| 5160 (A689)[3] | 669 МПа | 63 | Хромово-кремниевая пружинная сталь; устойчива к усталости | |
| 9255 | 1.50-1.80 % Si, 0.70-1.00 % Mn и 0.52-0.60 % C | |||
| 301 Spring-tempered нержавеющая сталь (A666)[4] | 1014 МПа | 42 |
Применение[ | ]
Применяется для изготовления пружин и тому подобных изделий, например, торсионов и рессор. Из-за устойчивости к изломам и трещинам пружинная сталь также широко используется при производстве металлических шпаг для сценических сражений. Пружинная сталь это один из самых популярных материалов при изготовлении отмычек по причине эластичности и гибкости. Также используется для фортепианных струн и пружинных хомутов.
См. также[ | ]
Примечания[ | ]
Литература[ | ]
encyclopaedia.bid
Пружины и- нержавеющей стали - Энциклопедия по машиностроению XXL
Волнистые пружины. Занимают мало места (по оси). Могут изготовляться из ограниченного числа материалов (большинство стойких по отношению к коррозии материалов и нержавеющих сталей неприменимо). Большие изменения величины на-Г1>узки при незначительных деформациях пружин. [c.103]В последнее время большое внимание уделяется различным безуглеродистым мартенситно-стареющим сталям для изготовления пружин и упругих элементов. При этом используются как конструкционные, так и нержавеющие стали [121, 27, с. 63, 68, 78]. [c.166]
Для повышения коррозионной стойкости и стабильности пружины из нержавеющих сталей после всех операций технологического процесса подвергают полированию (лучше электролитическому) до полного осветления поверхности. Необходимо учитывать, что при полировании диаметр проволоки уменьшается на 3—10%, что приводит к снижению силовых характеристик пружин. [c.236]Для пружин, работающих при повышенных температурах или в коррозионно активных средах, применяют теплостойкие и нержавеющие стали мартенситного и аустенитного классов, легированные значительными количествами хрома, никеля, вольфрама и молибдена. Легирование стали теплостойких марок хромом, молибденом и вольфрамом повышает стабильность структуры. [c.532]
Представлены конструкционные (в том числе автоматные, рессорно-пружинные и жаропрочные стали, стали для клапанов, теплостойкие, нержавеющие и кислотоупорные стали), инструментальные (в том числе для холодной и горячей обработки), а также быстрорежущие стали ФРГ, США, Бельгии, Англии, Франции, Японии, Норвегии, Германской Демократической Республики, СССР, [c.6]
| Рис. 12.100. Цельнометаллический амортизатор для защиты оборудования, работающего с ударами в тяжелых климатических условиях. Втулка I (рис. 12.100, а) опирается на пружину 3 и демпфер-подушку 2, выполненную в виде сетки из нержавеющей стали. В корпусе 5 предусмотрены вспомогательные амортизирующие подушки 4 и 6, ограничивающие ход и смягчающие удары. На рис. 12.100, б показана конструктивная разновидность амортизатора, а на рис. 12.100, в - графики, показывающие сравнительные демпфирующие свойства цельнометаллического амортизатора и резинового. | 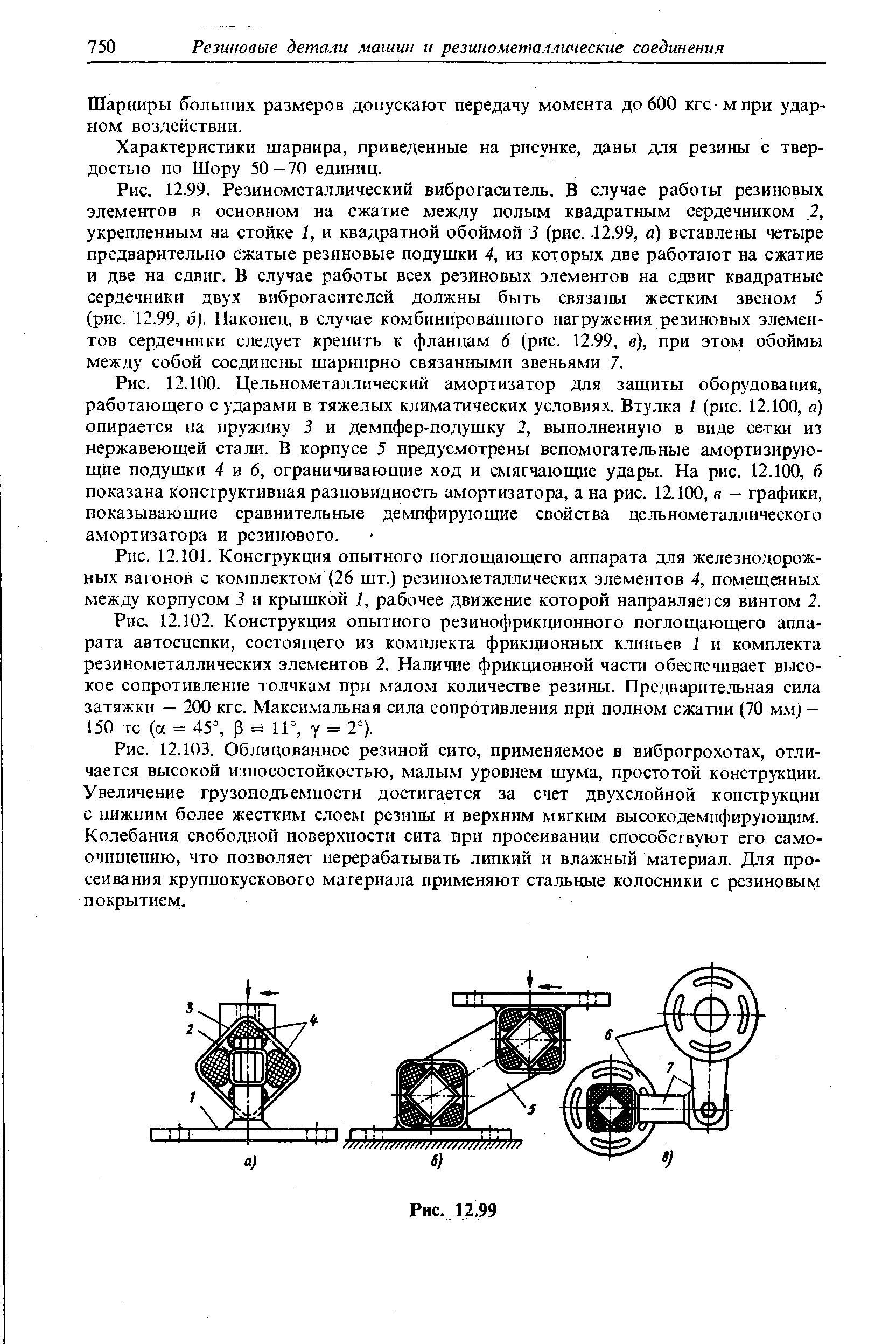 |
К л а п а н ы, с ё д л а д ля них, пружины и крепёжные детали изготовляются из нержавеющей стали (марки Х13) или высококачественной бронзы. [c.503]
Трубопроводы и другое оборудование реакторной установки также изготовляются из нержавеющей стали 18-9. Ею же производится плакировка внутренней поверхности корпуса реактора и барабанов-сепараторов из нее же изготовляются трубы парогенераторов, насосы и т. д. Следовательно, сталь 18-8 и 18-9 является основным конструкционным материалом современного энергетического реактора с водяным охлаждением. Мелкие детали — всевозможные пружины, защелки, клапаны, а также регистрирующие стержни и стержни аварийной защиты изготовляются из специальных сталей. [c.299]
Значения для обкатанных и наклепанных дробью валов представлены в табл. 27 (изгиб с вращением). Для наклепанных дробью пружин из нержавеющей или специальной пружинной стали (диаметр проволоки пружин d = = 4 мм) коэффициент fi= 1.4 1,6. [c.470]
Давление ртутного пара и жидкой ртути замерялось пружинными манометрами с трубками Бурдона из нержавеющей стали. [c.160]
В последние годы происходит заметное расширение сортамента сталей, выплавляемых в конвертерах. При этом наблюдается стремление к освоению "котельных, электротехнических, пружинных и других легированные сталей, а также нержавеющей стали ферритного и аусте-нитного классов [136—138]. [c.198]
Пневмогидравлическая схема этой двигательной установки с вытеснительной системой подачи представлена на рис. 165. И здесь надежность достигается резервированием, как видно по дублированию клапанов в магистралях наддува и подачи компонентов. Клапаны открываются пневматически, а закрываются под действием пружины. Сдвоенные соленоиды и электрические соединения обеспечивают надежность пневматического открытия клапанов. Двигательный блок включает камеру сгорания, сопло, клапаны и карданный подвес с рулевыми приводами. Камера сгорания охлаждается регенеративно горючим, которое протекает в одном направлении по 120 каналам, вы-фрезерованным в огневой стенке из нержавеющей стали с никелевым покрытием. У смесительной головки в камере предусмотрены 12 акустических полостей двух типов, которые обеспечивают устойчивую работу двигателя. Смесительная головка, приваренная к камере сгорания, имеет 1284 форсуночных отверстия для впрыска диаметром 0,76 мм со столкновением струй одного компонента. [c.258]
Одна из деталей измерительного устройства скоростной фасовочной машины показана на рис. Q17.3. Башмак ползуна и вращающееся колесо должны быть изготовлены из нержавеющей стали с пределом текучести 40 ООО фунт/дюйм . Участок контактной поверхности башмака имеет длину 1 дюйм и ширину 0,5 дюйма. Диаметр вращающегося колеса равен 10 дюймов оно вращается со скоростью 30 об/мин. Установленная пружина создает нормальное усилие на изнашиваемом участке величиной 15 фунтов. [c.603]
Термическая обработка. В зависимости от состава пружинных сталей и назначения пружин при.меняют смягчающий отжиг при 640—860 °С нормализацию при 830— 880 °С закалку с 830—970 °С в масле или воде отпуск обычных пружинных сталей при 430—520 °С, жаропрочных пружинных сталей при 470—650 °С, нержавеющих и кислотостойких сталей после холодной деформации (упрочнения) при 250—450 °С аустенитизацию при 960—1100 °С, отпуск после аустенитизации при 580—720 °С. [c.230]
Вместо поршня, перемещающегося в цилиндре вверх и вниз, в ТМГ установлена металлическая диафрагма, обычно изготавливаемая из нержавеющей стали. Эта диафрагма колеблется под действием изменяющегося давления рабочего тела. С диафрагмой жестко связан постоянный магнит, который колеблется в обмотке генератора, возбуждая электрический ток. Действие пружины, соединенной с вытеснителем, дает возможность системе совершать резонансные колебания при частоте, равной [c.42]
Многопружинные уплотнения. Равномерное распределение уплотняющего усилия. Одни 11 те же пружины в различном количестве могут быть использованы в различных типоразмерах уплотнения (выгодно в смысле хранения на складе, экономично и надежно). Возможность регулирования величины уплотняющего усилия увеличением или уменьшением числа пружин. Малое влияние центробежных сил на характеристики пружин. Малый диаметр проволоки пружин приводит к их более быстрому выходу из строя из-за коррозии (применение пружин из нержавеющих сталей устраняет этот недостаток) [c.103]
В большинстве водо-водяных реакторов набор топливных сердечников располагается по всей длине оболочки, а пространство в верхней и нижней частях оболочки является объемом для сбора газообразных продуктов деления, что приводит к снижению давления внутри тепловыделяющего элемента. В большинстве реакторов [15] в концах тепловыделяющих элементов устанавливают спиральные пружины из нержавеющей стали, которые фиксируют положение сердечника. Концы оболочки закрывают пробками, которые затем заваривают аргонно-дуговой или индукционной сваркой с применением давления. Топливные сердечники опрессовывают гелием в процессе изготовления, для того чтобы снизить сжимающие напряжения и ползучесть оболочки в процессе работы элемента. Топливная сборка реактора ANDU [15] от- [c.112]
В качестве напыляемых материалов применяют компактную или порошковую проволоку. Материалом компактной проволоки служат цинк, алюминий, медь, бронза, латунь, углеродистая и нержавеющая стали и др. Для нанесения износостойких покрытий широко применяют углеродистую или пружинную проволоку, а также легированные (в том числе нержавеющие) стали. Возможна комбинащ1Я из проволок с различными материалами. [c.348]
Проблема контактной коррозии не потеряла своей актуальности и сегодня, несмотря на то что наши знания в этой области значительно расширились. В этом можно убедиться по многочисленным публикациям и, в частности, появившимся в печати сообщениям о коррозии самолетов, ракет Бомарк, Минетмен и других [3, 4]. Значительная коррозия, появившаяся в самолете, возникла вследствие контакта магниевых сплавов со стальными подшипниками. В другом случае при испытании отдельных узлов ракет была обнаружена сильная коррозия узла, ставящего ракету на боевой взвод. Коррозия появилась в месте контакта латунных лопаток, армированного корпуса и пружин из нержавеющих сталей. [c.18]
Из параллельных задвижек на газопроводах часто употребляются задвижки типа Лудло (рис. 30). В этой задвижк затвор состоит из двух половин или дисков 2, между которыми находится распорный клин 3. При закрытии задвижки клин, упираясь в ее дно, разжимает диски, прижимая их уплотнительные поверхности 7 к таким же поверхностям корпуса задвижки, чем и обеспечивается необходимая ее плотность. В других конструкциях параллельных задвижек разжатие дисков достигается при помощи двух клиньев (задвижка Москва ), пружин и других устройств. Корпусы задвижек, употребляемых для газа, изготавливаются, как правило, из чугуна, но могут быть и из литой стали. Шпиндели изготавливаются из углеродистой и нержавеющей стали. Затворы клиновые и дисковые — из чугуна, углеродистой и нержавеющей стали, причем могут быть целые или с вставными уплотняющими кольцами из нержавеющей стали. В последнем случае и в корпус задвижки впрессовываются такие же кольца. [c.73]
Известно несколько вариантов более ответственных сочетаний. Так, стало уже правилом наносить металлический подслой перед напылением окисных покрытий. На Ст. 3 напылением же наносят подслой молибдена, вольфрама, нихрома, нержавеющей стали, пружинной стали и др. При этом прочность соединения покрытия из AI2O3 со Ст. 3 возрастает в 2—2,4 раза. Лучшими материалами для подслоя считаются нихром и нержавеющая сталь [422]. [c.275]
Манометры, мановакуумметры и вакуумметры пластинчатые, типа ММ (фиг. 29-57) предназначены для измерения давления сред, не действующих разрушающе на серебро и нержавеющую сталь марки 1Х18Н9Т, а также для " мерения давления вязких жидкостей Пластинчатые манометры менее чувствительны к сотрясениям, чем другие пружинные приборы. [c.481]
В уплотнительных стыках между внутренним и наружным корпусами в стЦке крышки нагнетания предусмотрены плоские прокладки из хромистой стали. Стыки имеют наплавку из нержавеющей стали. К камере отбора через сверления в наружном корпусе привариваются два па1)руб-ка, объединенные общим коллектором. Уплотнение стыка между внутренним и наружным корпусами осуществляется за счет усилия от давления, создаваемого насосом. В неработающем насосе уплотняющее усилие в стыке создается специальными пружинами, установленными по окружности между внутренним корпусом и напорной крышкой. [c.240]
Установка с камерой прямолинейной формы периодического действия (рис. 82, а) смонтирована на сварной раме 1, которая через резиновые амортизаторы 2 установлена на деревянной платформе 3. Резервуар 13 U-образной формы изготовлен из нержавеющей стали и закреплен на виброплатформе, которая на цилиндрических пружинах 7 и С-образных рессррах 8 подвешена на основной раме. Иногда подвеску платформы осуществляют на пневмобаллонах, что позволяет уменьшить шум при работе установки. Внутри виброплатформы на двухрядных роликовых подшипниках установлен вал 9 вибратора, через муфту 12 и вал 4 он соединен передачей 5 с электродвигателем 6. На валу установлены дебалансные диски 10 и 11. Взаимное положение дисков можно изменять, вследствие чего изменяется возмущающая сила и амплитуда вибраций. Внутренняя поверхность резервуара 13 обычно облицована листоврй изопреновой эластичной резиной, которая снижает шум и уменьшает дробление рабочих тел . Резервуар на /з объема заполняют деталями рабочими телами (соотношение их 1 3). Насосом 15 по шлангу 17 в резервуар непрерывно подается [c.138]
ГЦН фирмы Alstrem (см. рис. 3.33) в качестве замыкающей концевой ступени используется гидродинамическое торцовое уплотнение. Эта ступень, работающая при перепаде давления 0,5—1 МПа, может воспринимать и полное давление запирающей воды кратковременно при работе ГЦН, и длительно при стоянке насоса (например, при гидроиспытаниях насоса и его систем). Неподвижное кольцо 8 уплотнения изготовлено из нержавеющей стали с напылением окиси хрома. На его поверхности имеется двенадцать серповидных канавок шириной 2,5 и глубиной 2 мм. Подвижное графитовое кольцо 7 плотно посажено в аксиально-подвижную обойму 6. которая прижимается к неподвижному кольцу десятью пружинами 5 диаметром 7 мм и длиной 55 мм. Уплотнение обоймы 6 по внутреннему диаметру осуществляется резиновыми кольцами 9 диаметром 5 мм. Показательна в данном случае и конструкция уплотнения ГЦН, спроектированного во ВНИИАЭН (рис. 3.36). В нем вместе с основным двухступенчатым гидростатическим уплотнением и концевой гидродинамической ступенью 5 встроена контурная ступень 9 с плавающими кольцами [34]. [c.84]
На фиг. 21, г показано уплотнение елочного типа, состоящее из шести сегментов, которые прижимаются к расточкам диафрагмы плоскими пружинами. Эти уплотнения применяются в области температур 400°С и изготовляются из нержавеющей стали марки 1X13 (Э>К1)-При температурах до 500°С уплотнения изготовляются из стали марки 15ХМА ГОСТ 4543-48. [c.43]
Конструктивное выполнение экспериментальной установки показано на рис. 6-16. На подобной установке можно проводить исследование удельных объемов газов при давлениях до 300 бар и температурах до 600° С. Все основные части установки (за исключением -поплавка, нити и пружины) выполнены из нержавеющей стали 1Х18Н9Т. Для получения равномерного температурного поля горячий сосуд помещается в медном термостате. Отдельные части установки соединяются при помощи ниппельных соединений с уплотнением по типу шар — конус, или при помощи резьбовых соединений с медными уплотнительными прокладками. Уплотнение стекла смотрового окна достигается за счет тщательной его притирки к металлу. [c.190]
Недостатком многопружинных устройств является малый диаметр проволоки, в связи с чем быстро наступает чрезмерная коррозия. Значительных успехов в этом направлении можно добиться, применяя для навивки пружины нержавеющие стали и сплавы Hastelloy. [c.88]
Волнистые пружины. Волнистые пружины из проволоки (фиг. 5) не требуют больших размеров в осевом направлении Недостаток таких пружин выражается в узком диапазоне рабочи) температур, который ограничивает выбор материалов антикор розийными сплавами — нержавеющими сталями и Hastelloy Волнистые пружины отличаются повышенной жесткостью. [c.88]
Для реакторов типа PWR также возможно использование аустенитных нержавеющих сталей в качестве оболочек тепловыделяющих элементов. Оболочки, изготовленные из промышленной стали AISI 304 экструзией с последующими протяжкой и отжигом, представляют собой прочные трубы. Эти оболочки заполняют топливом, оирессовывают гелием, закрывают пробками и заваривают. Первоначально тепловыделяющие элементы спаивали вместе, образуя небольшие сборки, подобно описанным для циркаллоя., но пайка делала сталь мягкой и требовала относительно толстых оболочек. Теперь же их собирают с помощью решеток и консольных пружин из инкаллоя. Оболочки для реактора PWR имеют внутренний диаметр 7,5 мм и толщину стенки 0,3 мм. [c.115]
Инструментальные хромистые нержавеющие стали 3X13 и 4X13 применяются для ножей, хирургического инструмента, пружин и т. п. Режущий инструмент из этих сталей закаливают при 1050° С в масле и отпускают при 200—280° С до HR 48—56. Микроструктура стали после термической обработки (фиг. 233, а) состоит из отпущенного мартенсита с незначительным количеством [c.387]
Стандарты TGL 13789 (стали для пружин, горячакатаные) TGL 13872 (жаропрочные стали для пружин) TGL 14187 (нержавеющие и кислотостойкие стали для пружин). [c.230]
Проволока кабельная, канатная, пружинная, бондарная, игольная, ремизная, гребнечесальная, нихромовая и из нержавеющей стали диаметром 0,7 мм и менее, а также заготовки для часовых пружи11, плющеная и бердная лента упаковываются в металлические банки из оцинкованной стали или белой жести цилиндрической формы (ТУ 2—10—54 Главметиза СССР). [c.86]
mash-xxl.info
Рессорно-пружинная сталь
Сталь, обладающая высоким пределом упругости (текучести).Для получения высоких упругих характеристик рессорно-пружинные стали подвергают закалке с последующим среднетемпературным отпуском для получения в структуре троостита. Для достижения более высоких эксплуатационных характеристик используют стали, легированные кремнием, хромом и ванадием.
Характерным признаком рессорно-пружинных сталей является наличие в них углерода в количестве 0,5…0,8 %. По составу эти стали могут быть как углеродистыми, так и легированными. Рессорно-пружинные стали, прежде всего, должны обладать высоким пределом текучести, что обеспечивает высокие упругие свойства. Это достигается закалкой с последующим средним отпуском. Температура отпуска должна выбираться в пределах 350–500 °С (иногда, в зависимости от состава и назначения может доходить и до 600 °С). Кроме того, они должны обладать высоким пределом выносливости и достаточно высоким пределом прочности. А вот пластичность этих сталей должна быть пониженной (5–10 % по относительному удлинению и 20–35 % по относительному сужению). Это связано с тем, что в рессорах и пружинах не допускается пластическая деформация.
Углеродистые стали используются для изготовления пружин небольшого сечения, работающих при невысоких напряжениях. Закалка этих сталей проводится в масле. В таблице 1 приведены режимы термической обработки, механические свойства (минимальные) и предел выносливости (расчетный) для углеродистых сталей.
 Примечание
Примечание Примечаниe
Примечаниe К недостаткам этих сталей следует отнести их склонность к обезуглероживанию и образованию поверхностных дефектов в процессе горячей обработки, приводящих к снижению предела выносливости. В целях предотвращения образования указанных дефектов, кремнистые стали дополнительно легируют хромом, марганцем, ванадием, никелем и вольфрамом.
Режимы термической обработки кремнистых рессорно-пружинных сталей приведены в таблице 2. Стали марок 50С2, 55С2, 60С2 и 70С3А можно использовать для изготовления пружин и рессор диаметром или толщиной до 18 мм. Они проявляют стойкость к росту зерна при нагреве под закалку, но склонны к обезуглероживанию, приводящему к снижению предела выносливости.
Сталь 60С2ХА идет для изготовления крупных пружин ответственного назначения. При закалке в масле она прокаливается на глубину до 50 мм. Недостатком этой стали является ее склонность к обрыву в процессе волочения.
Стали марок 60С2Н2А и 60С2ХФА обладают более высокой прокаливаемостью (до 80 мм) и применяются для изготовления пружин особо ответственного назначения. При этом сталь 60С2Н2А обладает наилучшим сочетанием технологических и эксплуатационных свойств. Общий недостаток кремнистых рессорно-пружинных сталей заключается в их повышенной чувствительности к внешним поверхностным дефектам (царапины, риски, забоины), играющим роль концентраторов внутренних напряжений, вследствие чего снижается предел выносливости. Поэтому в настоящее время в практике широко применяются бескремнистые рессорно-пружинные стали.
При одной и той же концентрации углерода, что и у кремнистых сталей, кремний в них заменяется следующими возможными сочетаниями легирующих элементов: хром + марганец, хром + ванадий, хром + марганец + ванадий, хром + марганец + бор. Например, 50ХГ, 50ХФ, 50ХГФ, 55ХГР. Эти стали обладают повышенной вязкостью и менее чувствительны к надрезу. ля повышения эксплуатационных характеристик, особенно для пружин, работающих при длительных знакопеременных нагрузках, назначают обдувку поверхности пружин дробью. Возникающие при этом в поверхностном слое напряжения сжатия приводят к повышению предела выносливости.
Наиболее высокие механические и эксплуатационные характеристики можно получить в процессе холодной протяжки предварительно патентированной проволоки, диаметром до 2 мм из углеродистой стали, подвергавшейся высоким степеням обжатия (70–90 %).
Процесс патентирования проводится между протяжками. Он заключается в нагреве проволоки на 50–100 °С свыше точки Ас3 с последующим охлаждением в ванне с расплавленным свинцом. Температура расплава должна составлять 450–550 °С. В результате такой термической обработки происходит изотермический распад аустенита с образованием тонкопластинчатого сорбита.
sl3d.ru







