- Размотка листового металла.
- Формование листа.
- Сварка металла и его последующее охлаждение.
- Придание «полуфабрикатам» нужной конфигурации.
- Выпрямление и резка труб.
- Автомат для разматывания металлических листов.
- Трубогиб.
- Участок сварки.
- Станок для нарезки труб.
- Закупка оборудования и его пуско-наладка.
- Подготовка помещения к работе.
- Обеспечение сырьевой базы.
- вида выпускаемых изделий,
- производственных мощностей,
- насыщенности рынка в конкретном регионе,
- ценовой политики в конкретном регионе.
- Строительстве металлоконструкций и зданий на их основе;
- Изготовлении теплиц, навесов и козырьков;
- Производстве торгового оборудования;
- Создании различных декоративных (и просто функциональных) ограждений, перил и изгородей;
- Наконец, профильные трубы широко и давно применяются в мебельной промышленности.
- Вихретоковая дефектоскопия. Строго говоря, эта операция обычно проходит еще до разделки непрерывной заготовки.В основе метода контроля лежит тот факт, что на электрические и магнитные свойства материала влияет его химический состав, наличие разнообразных внутренних раковин, дефектов и напряжений.

Вихретоковый дефектоскоп впечатляет своей сложностью
- Визуальный контроль. Линия по производству профильной трубы обязательно должна включать на конечном этапе производства простой осмотр продукции.Некоторые дефекты, являющиеся следствием износа или повреждения вальцов, дефектоскоп не покажет.
- По полному циклу. В этом случае исходным материалом служит штрипс — стальная плоская заготовка;
- Формированием в вальцах нужного профиля из готовой круглой трубы.
- Овальные
- Квадратные
- Прямоугольные
- Многоугольные
- Исходным материалом является все тот же нарезанный штрипс, который подается в формовочный стан.
- После этого труба попадает на сварочный стан и обрабатывается таким же способом, что и на линии полного цикла, да и остальные этапы производства, в принципе, не отличаются.
- Единственное, что следует отметить, не все предприятия выполняют термическую обработку. В этом случае значимую роль играет желание максимально снизить себестоимость продукции.
- профилегибочный станок,
- автоматизированная линия сварки,
- оборудование для получения изделий из заготовок круглой формы,
- станок для нарезки труб.
- Производство мебели
- Изготовление декоративных элементов различного назначения (для выпуска продукции такого класса следует задуматься и о приобретении шлифовального оборудования).
- Монтаж облегченных конструкций (киоски, теплицы, другие каркасные постройки).
- Строительство ответственных сооружений с высокими требованиями по надежности (для этих целей приобретайте только продукцию полного цикла).
Производство профильной трубы: технология и оборудование. Линия по производству стальных труб
Линии для изготовления электросварных труб
Стальные электросварные трубы обладают высокой прочностью, относительно небольшой массой, пластичностью и применяются в различных отраслях промышленности, строительстве и пр. Сварные трубы диаметром до 1400 мм для стальных трубопроводов изготавливают следующих видов: - прямошовные по ГОСТ 10704-91, ГОСТ 10706-76 и ГОСТ 10705-80; - спиральношовные по ГОСТ 8696-74; - водогазопроводные по ГОСТ 3262-75. Сварные трубы изготавливают из различных сталей, например: по ГОСТ 380-88 или ГОСТ 19281-89.

Трубы изготавливаются на линиях холодной прокатки труб роликами, путем последовательного формования плоской ленты в трубу. Для сварки шва, заготовка разогревается электрическим током в индукционной катушке, сжимается прижимными роликами и сваривается.

Полный технологический цикл получения электросварных труб
Структурная схема линии
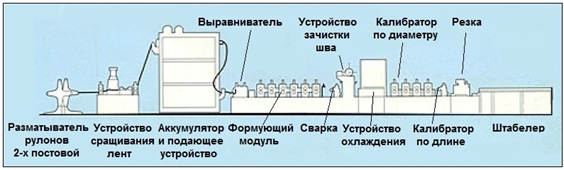
Принцип работы линии для производства стальных прямошовных электросварных труб:
1. Гидравлический размотчик подает ленту (штрипс) к сварочному устройству.
2. Материал ровно обрезается и сваривается встык, затем с помощью втягивающего устройства штрипс поступает в накопитель.
3. Накопительная клеть предназначена для обеспечения бесперебойной работы линии. Для предотвращения спутывания штрипса ширина клети регулируется винтовой системой вручную.
4. После накопителя штрипс подается в формообразующее устройство, где происходит формирвание круглой заготовки трубы.
5. Далеее происходит процесс сварки.
6. Обрезка шва резаком.
7. Охлаждение.
8. Затем труба подается к калибрующей системе, там ей придается требуемая форма (квадратная, прямоугольная, либо окончательно выравнивается круглая).
9. Передвижное отрезное устройство, "летающий резак", с ЧПУ, захватывает трубу и производит отрезку заданной длины.
10. Готовая продукция подается на стол приема готовой продукции (штабелер).
11. Далее продукция может быть упакована, промаркирована и складирована
. 

Формирующие ролики


Линии для изготовления прямошовных труб
из низкоуглеродистых сталей
Линии для изготовления круглых и профильных электросварных труб из низкоуглеродистой стали с δs ≤ 345Mpa, δb ≤ 610Mpa, предназначенных для применения в промышленности, строительстве, мебельном производстве, прокладки различных трубопроводов и т.д.
Линии производства Китай


Линии производства Тайвань

Узел сварки 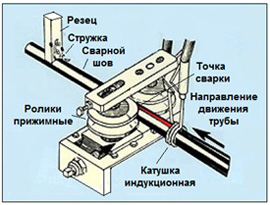

Линии для изготовления прямошовных труб из нержавеющей стали
Линии для изготовления круглых и профильных (квадратных, прямоугольных) труб из нержавеющей стали, предназначенных для применения в промышленности, строительстве, мебельном производстве, медицине и т.д.
samstal.ru
оборудование, станок, прокатный стан, линия, технология, мини завод по изготовлению профильной трубы своими руками
Профильные трубы сегодня востребованы во многих отраслях промышленности – автомобильной, строительной, металлургической. И покупателями изделий становятся не только крупные предприятия, но и частные лица. Это и делает производство профильных труб весьма перспективным направлением в бизнесе. А поскольку далеко не в каждом регионе работает завод по изготовлению такого рода продукции, почему бы не воспользоваться пока свободной нишей и не запустить собственный производственный цех? Здесь, как и в любом другом направлении бизнеса, очень важно на выходе получать качественную продукцию. А для этого предпринимателю не помешает досконально изучить технологию производства и промониторить рынок на выявление потребностей потенциальных покупателей.
Наша оценка бизнеса:
Стартовые инвестиции – от 800000 руб.
Насыщенность рынка – средняя.
Сложность открытия бизнеса – 5/10.
И начать лучше с того, чтобы начал функционировать мини завод по производству профильной трубы, а не крупномасштабное комплексное предприятие – так у предпринимателя будет возможность прощупать почву и понять, а насколько вообще востребованы на конкретном рынке выпускаемые изделия. К тому же, развивать небольшой цех куда проще, чем сразу запускать мощную линию.
Что нужно знать о технологии изготовления профильных труб?
 Важное преимущество планируемого бизнеса – простая технология производства профильной трубы. Понять процесс будет под силу даже тому, кто до этого ни разу не сталкивался с промышленной отраслью.
Важное преимущество планируемого бизнеса – простая технология производства профильной трубы. Понять процесс будет под силу даже тому, кто до этого ни разу не сталкивался с промышленной отраслью.
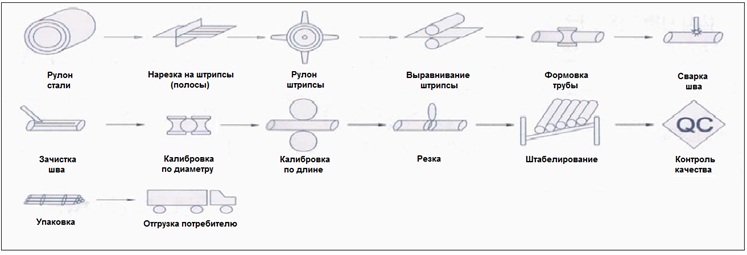
В целом, этапы можно описать так:
Основное сырье для изготовления профильной трубы – низколегированная и углеродистая стать (штрипс), которая поставляется в цеха в листах, смотанных в рулоны.
Несмотря на то, что производство металлической профильной трубы осуществляется посредством специального оборудования, рабочий персонал в цехе все равно нужен. И чтобы гарантировать своим клиентам получение только качественной продукции, за процессом должен следить опытный технолог. Также, даже на производстве малой мощности потребуется предусмотреть участок, где лаборантами проверяется качество выпущенных изделий в соответствие с нормативами.

Технологическая схема производства профильной трубы
Что нужно знать о техническом оснащении цеха?
Важный этап организации бизнеса – купить оборудование для производства профильной трубы. С этим проблем никаких возникнуть не должно, поскольку предложений на рынке масса. И основные критерии выбора технологической линии – планируемые объемы выпуска продукции и имеющийся в наличии стартовый капитал.
Оснащать молодое предприятие высокопроизводительным оборудованием не имеет никакого смысла. Лучший вариант – линия малой или средней мощности.

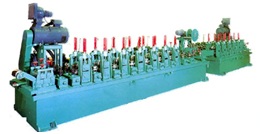
Линия для производства профильной трубы
Стандартная линия по производству профильной трубы содержит в своем составе следующие машины и аппараты:
Поставщики сегодня предлагают к продаже как полностью автоматические линии, так и с использованием ручного труда. При выборе тут стоит ориентироваться на размер стартового капитала, поскольку автоматизированные линии стоить будут гораздо дороже.
На возможность выпуска металлических изделий различного сечения важное значение играет то, какой прокатный стан для профильной трубы будет выбран предпринимателем. Если агрегат будет оснащен несколькими дополнительными валами (квадратными, треугольными, круглыми), это позволит расширить ассортимент, увеличив тем самым прибыль. А если запланировано производство оцинкованной профильной трубы, то придется дополнительно оснастить линию специальной ванной для оцинкования. Но на первых порах можно обойтись и без участка оцинкования.
Стоимость оснащения цеха будет зависеть от комплектации линии и степени ее оснащенности. Минимальная цена оборудования для производства профильной трубы – 600000 руб. Но ждать от такой линии высокой производительности не стоит, да и многие операции здесь будут осуществляться вручную. Но пока должным образом не отлажены каналы сбыта, это не так и плохо – высокопроизводительное оборудование бы в этом случае просто простаивало.
Если даже минимальной суммы в наличии не имеется, можно задуматься о том, чтобы оснастить цех поддержанной линией или завести оборудование из Китая.
Кому реализовывать готовую продукцию?
Цена станка для изготовления профильной трубы окупится тем быстрее, чем скорее будут отлажены каналы сбыта. И основную ставку здесь стоит делать именно на оптового покупателя. Ведь это позволит предпринимателю сразу отгружать выпущенную продукцию, а не складировать ее в ожидании клиентов.
В любой сфере заключить выгодные контракты начинающим предпринимателям с оптовиками довольно сложно. Наверняка, сначала придется подстраиваться под клиента, снижая цены на продукцию.
И даже изготовление профильной трубы своими руками на базе пустующего гаража потребует от бизнесмена определенной рекламы. Какие варианты здесь возможны? Можно попробовать рекламные объявления в газетах, статейный материал в специализированных журналах, собственный сайт на просторах Интернета.
Какой доход может принести бизнес?
Бизнес в этой сфере при грамотной организации может приносить своему владельцу стабильно высокий доход. А если найти потребителей не только из строительной сферы, то никакая сезонность не скажется функционировании предприятии.
Но перед тем как считать прибыль, не помешало бы определиться с теми инвестициями, которые потребуются для того, чтобы открыть свое производство профильной трубы в России. По самым скромным прикидкам в бизнес придется вложить от 800000 руб. Сюда входят следующие статьи затрат:
Естественно, если купить станок для производства профильной трубы более производительный, стартовых инвестиций потребуется гораздо больше. Но ведь и прибыль в конечном итоге будет намного выше.
Это интересно:
Бизнес на изготовлении винтовых свай своими руками.
Актуальные идеи бизнеса на дому для мужчин в производстве.
Перспективное направление — производство блок хауса.
Назвать конкретную цифру возможных доходов будет весьма сложно – тут многое зависит от внешних условий:
Для того, чтобы показать, что бизнес по выпуску профильных труб может быть реально доходным, возьмем для примера среднюю мощность линии в 15 п. м труб/мин. Средняя стоимость продукции по России – 25-40 руб./п.м. И это при себестоимости изделий в 15-20 руб./п. м. Выходит, что чистый доход может достигать 10-20 руб./п. м. А ведь это неплохие показатели рентабельности.
Практика показывает, что уже раскрученные на рынке небольшие предприятия приносят своему владельцу до 100000 рублей чистой прибыли ежемесячно. Совсем несложно достичь таких же показателей.
namillion.com
Производство труб. Оборудование для производства труб
Агрегаты непрерывной печной сварки труб.
На агрегатах непрерывной печной сварки труб встык изготавливают газопроводные трубы диаметром от 6 до 114 мм с толщиной стенки 1,8-5 мм, применяемые в основном в промышленном и коммунальном строительстве для газо-, воздухо- и водопроводов, систем центрального отопления, а также в качестве конструкционных.
Исходной заготовкой для производства труб непрерывной печной сваркой служит горячекатаный штрипс в рулонах из низкоуглеродистоой мартеновской или конвертерной стали, имеющий катаную или резаную кромки. Первый получают на штрипсовом стане, второй - путем разрезки широкой полосы на дисковых ножницах.
При печной сварке вся лента нагревается в проходной печи, непрерывно формуется и сваривается, что обусловлено сжатием кромок ленты, нагретых до температуры, близкой к температуре плавления металла. Способ непрерывной печной сварки позволяет проводить процесс с достаточно большими скоростями, получить плотный шов на трубах с минимальным внутренним гратом, а также использовать тепло нагрева металла под формовку и сварку для редуцирования труб с натяжением. Включение в состав агрегатов непрерывной печной сварки труб редукционно-растяжных станов позволило не только повысить производительность цехов непрерывной печной сварки, но и расширить сортамент и улучшить качество выпускаемых труб.
Технологическая схема производства труб на агрегатах непрерывной печной сварки труб включает в себя следующие технологические операции: подготовка ленты (размотка рулона, правка, накопление металла в петлеобразователе и стыковка рулонов), нагрев ленты до температуры 1350-1400°С (кромки нагреваются на 100-150° выше середины полосы), формовка и сварка труб, редуцирование и калибровка, охлаждение и комплекс операций по отделке и, при необходимости, оцинкование труб.
Рулоны штрипса загружают в приемное устройство стана, а оттуда подают к раз- матывателю. Выходящая из разматывателя полоса последовательно проходит правку, стыковую сварку концов предыдущего и последующего рулонов, снятие грата.
Непрерывность процесса сварки во время стыковки концов штрипса обеспечивается наличием между тянущими роликами, установленными за стыкосварочной машиной и петлеобразователем, первичной петли.
Ленту нагревают при движении со скоростью сварки в печах тоннельного типа. На агрегатах непрерывной печной сварки формовку ленты, как правило, производят в четырехклетьевых формовочно-сварочных станах с индивидуальным приводом каждой клети. Первая клеть с вертикальными валками является формовочной, вторая с горизонтальными валками - сварочной. Остальные две клети являются обжимными.
Консольные валки вертикальных и горизонтальных клетей получают вращение от электродвигателя через редуктор - шестеренную клеть, привод вертикальных валков установлен на площадке, поднятой над уровнем пола цеха. Валки помещаются в специальную сменную кассету.
Формовка ленты начинается до соприкосновения ее с валками первой клети формовочного стана. Ось калибра первой клети выполняется на 12-20 мм ниже оси калибра второй клети. За счет этого кромки между клетями продолжают сближаться и окончательно соединяются во второй клети. В остальных клетях формочно-сварочного стана обжатие составляет 68%.
Для удаления окалины и шлаков с кромок ленты, а также для увеличения температуры кромок их перед сваркой дважды обдувают сжатым воздухом или кислородом. Температура кромок после обдувки составляет 1475-1500°С.
После сварки трубы подвергают редуцированию с натяжением на многоклетье- вых станах различной конструкции. Чаще всего используют двухвалковые двадца- тиклетьевые станы с индивидуальным приводом. Конструкция клетей аналогична клетям формовочно-сварочного стана. Применяют также двух- и трехвалковые станы с дифференциально-гидравлическим приводом.
За редукцнонно-растяжным станом на расстоянии 10-15 м от него устанавливается калибровочный стан. Между станами трубу транспортируют рольгангом, при движении по рольгангу ее охлаждают. Охлаждение трубы примерно на 100°С повышает устойчивость профиля и способствует получению более точного профиля.
Калибровочный стан состоит из трех клетей с индивидуальным приводом. Первая и последняя клети - с горизонтальными валками, средняя - с вертикальными валками. По конструкции клети аналогичны клетям редукционного стана. От последней клети калибровочного стана приводится установка для синхронизации, управляющая приводом летучей пилы, которая служит для порезки труб на ходу на мерные длины.
Трубоэлектросварочные агрегаты
Трубоэлектросварочные агрегаты являются высокопроизводительными установками, работающими на скоростях сварки до 1,65-2,0 м/с (100- 120 м/мин). Высокие скорости сварки достигаются за счет применения непрерывного процесса производства труб из сваренных отдельных рулонов штрипса, образующих «бесконечный» штрипс и за счет использования новых методов сварки.
Электрическая сварка различными способами широко применяется для производства водогазопроводных, нефтепроводных и конструкционных труб диаметром от 6 до 530 мм.
В качестве исходной заготовки служит штрипс, а также холоднокатаная и горячекатаная полоса в рулонах.
Рулон устанавливают в разматыватель, после чего его передний конец задают в правильную машину, в которой лента правится. После правки ленту подают к ножницам, где отрезают передний и задний концы, а затем лента поступает к стыкосварочной машине.
Для обеспечения качественной стыковки рулонов на стыкосварочной машине концы ленты должны быть обрезаны ровно под углом 90°. Стыкосварочную машину настраивают на каждый размер ленты. Верхние губки регулируют по высоте с учетом толщины ленты; нижние губки устанавливают строго в одной плоскости и проверяют их с помощью линейки.
После стыковой сварки оплавлением гратоснимателем удаляют грат, образовавшийся на сварном шве. Ленту зажимают в колодках подвижной каретки, после чего сварной шов протягивают между ножами.
Затем бесконечную ленту направляют в кромкообрезные ножницы для обрезки на определенную ширину. Конец ленты захватывается подающими роликами, установленными перед ножницами, и задается в ножницы. После этого ленту перемещают с помощью ножей ножниц, а ролики отключают. Когда лента попадает в формовочный стан, привод ножниц отключают, и она протягивается валками стана. Если после ножниц лента поступает в петлеобразователь, то она протягивается специальными тянущими роликами.
От петлеобразователя лента поступает в непрерывный формовочный стан, состоящий из приводных горизонтальных и неприводных вертикальных валков.
Затем сформованная трубная заготовка поступает в сварочный стан, где ее кромки свариваются.
Сваренная труба поступает в клеть гратоснимателя. Образовавшийся на наружной поверхности трубы грат снимается в горячем состоянии резцом. Настройка резца должна быть такой, чтобы снимать только грат, не допуская образования в месте шва площадки, выводящей трубу из допусков по толщине стенки.
Перед калибровочным или редукционным станом сваренная труба охлаждается в холодильнике проточной водой. В калибровочном стане труба калибруется по наружному диаметру, с целью получения правильной геометрической формы и необходимых размеров.
От последней клети калибровочного стана приводится установка для синхронизации, управляющая приводом летучей пилы, которая служит для порезки труб на ходу на мерные длины.
Все отделочное оборудование установлено в потоке со станом и связано между собой рольгангами, обеспечивающими транспортировку труб без участия мостовых кранов.
Готовые трубы по рольгангам или решеткам поступают на склад готовой продукции.
rolling-mills.ru
Производство профильной трубы: оборудование для изготовления
Где применяются и чем полезны профильные трубы — вроде бы понятно.
А как и на каком оборудовании их изготавливают?

Это сравнительно небольшая линяя, производящая профильные трубы малых размеров
Как известно, профильные трубы давно заняли свое законное место в нескольких областях:

Строго говоря, профильные трубы могут изготавливаться не только из металла. Но в случае пластиков технологии совсем другие
Технология
Производство трубы профильной из готовой трубы круглого сечения требует по минимуму всего лишь наличия специальных вальцов, развивающих большое усилие.
Получившийся продукт внешне будет полностью соответствовать привычным представлениям о квадратной и прямоугольной профильной трубе.
Однако в плане прочности и долговечности конструкции, сделанной из такого самодельного материала, не выдерживают никакой критики. Производство профильных труб по полному циклу включает строго определенную последовательность операций.
Совет: если вы не собираетесь изготавливать профильную трубу для несущих конструкций больших зданий — сравнительно простой и недорогой станок для производства профильной трубы из готовой круглой имеет право на жизнь.
Прочности полученного продукта хватит с избытком для нужд частного строительства и тем более для мебели, навесов и теплиц.

Для таких конструкций большая прочность не нужна
Обработка штрипса
На линии, производящие профильные трубы по полному циклу, металл поступает в виде штрипса — свернутого рулонами листового металла необходимой толщины. Именно таким сырье привозят с металлургических комбинатов.

Профильные трубы. Начало
Поскольку штрипс, как правило, гораздо шире, чем необходимая для производства трубы заготовка, его нужно нарезать по длине. Оборудование для производства профильной трубы по полному циклу включает предназначенный для этого агрегат продольной резки, на выходе которого можно видеть полосы шириной от 50 миллиметров.

Эти ленты сворачиваются в трубы
Полосы свариваются в непрерывную ленту необходимой ширины, которая опять-таки наматывается на барабан. Это необходимо для создания технологического резерва материала, обеспечивающего непрерывность производства. Проще говоря — чтобы когда штрипс закончится, вальцы не простаивали.
Формирование и сварка круглой трубы
Далее лента поступает в формировочный стан, где в нескольких клетях валками формируется бесконечная заготовка круглой в сечении формы. В наиболее распространенном технологическим цикле изготовление профильной трубы на этом этапе проходит без нагрева, с холодной полосой стали.
Полностью сформированная, но с открытым швом труба проходит через сварочный агрегат, где токами высокой частоты ее края свариваются вместе. Поскольку вальцы при этой операции продолжают сжимать края трубы, расплав выдавливается изнутри трубы и снаружи, формируя так называемый грат. Он тут же снимается резцом. Следующая операция, которую включает производство труб профильных — охлаждение.
Профилирование
Охлаждаемая эмульсией заготовка проходит через калибровочные вальцы, которые делают трубу ровной и одинакового диаметра на всем протяжении заготовки.
Следующий этап — еще одни вальцы, которые, обжимая круглую заготовку с четырех сторон, формируют собственно конечную продукцию — квадратную или прямоугольную трубу. Производство овальной или плоскоовальной трубы технологически отличается лишь тем, что тут можно обойтись и одной парой вальцов.

Формирование профиля большого размера требует больших усилий и тяжелого оборудования
Непрерывное охлаждение трубы не прекращается и в процессе формирования нужного профиля, и при разделке непрерывной заготовки пилой на профильные трубы нужного размера.
Контроль
Для контроля выходной продукции, прежде всего состояния шва, параллельно применяются два метода:
Термическая обработка
Готовые трубы нагреваются, после чего им дают остыть. При этом все внутренние напряжения, неизбежные при принудительной деформации стали, пропадают. Если эта часть цикла включена в производство — профильная труба получается гораздо более долговечной.
Совет: если вы используете простые полукустарные вальцы для профилирования трубы, совсем не обязательно полностью отказываться от этой части цикла. Там, где нужна значительная прочность и предвидится большой износ трубы поперечными нагрузками, ничто не мешает прогреть участок трубы простой паяльной лампой.
Оборудование
В общем-то мы уже об этом говорили, однако еще раз сформулируем.
Профильная трубы может производиться:
В первом случае мы имеем дело фактически с небольшим заводом. Оборудование для производства трубы профильной по полному циклу включает несколько очень больших, энергоемких и крайне дорогостоящих станков, для размещения которых понадобится соответствующее помещение.

Оборудование для производства по полному циклу наводит ужас своими размерами и стоимостью
С другой стороны, оборудование для изготовления профильной трубы из круглой трубы — это станок стоимостью всего в несколько десятков тысяч рублей, который может быть размещен в любом складском помещении.
Разумеется, стоит учитывать неизбежный при производстве довольно высокий уровень шума. Такой станок включает лишь протяжный механизм и четыре валка для собственно формирования профиля.

А этот механизм куда проще. Ему даже не нужен монтаж на подготовленную станину
Заключение
Будем надеяться, что вы получили из статьи полезную информацию, которую искали. Более подробно о видах и стоимости комплектов оборудования можно прочитать в каталогах его производителей. Удачи в поисках!
o-trubah.ru
|
Производство качественных металлических труб является очень прибыльным и рентабельным видом бизнеса. Сегодня производить трубы можно не только на крупных металлургических комбинатах. Линия для производства металлических труб позволяет наладить их выпуск с помощью единого комплекса оборудования, которое не требует создания специальной инфраструктуры и значительных производственных площадей. Произведенное в Китае оборудование линий труб из металла отличается высоким уровнем производительности и надежностью. Цена производимых в Китае готовых автоматизированных линий гораздо выгоднее, чем у многих других производителей. Линия металлических труб комплектуется помимо стандартного набора оборудования, любым дополнительным оснащением по требованию заказчика |
Линия по производству металлических трубСкачать коммерческое предложение |


prom-linii.china-line.ru
Линия для производства стальных труб
Изобретение относится к металлургической промышленности, в частности к производству стальных труб из труб, бывших в употреблении. Линия для производства стальных труб из заготовок в виде стальных труб, бывших в употреблении, включает последовательно расположенное и связанное между собой оборудование участка подготовки заготовок, снабженного установкой для подготовки труб с незамкнутым поперечным сечением, участка формовки заготовок и участка сварки труб. После участка сварки линия снабжена участком одновременной термообработки, калибровки и передела изготовляемых труб в любой диаметр от 89 до 1320 мм, который снабжен экспандером с оправкой для расширения труб и индукционной установкой, размещенной на экспандере для обеспечения нагрева труб для их термообработки в процессе движения трубы по оправке. Установка для получения заготовок с незамкнутым поперечным сечением может быть выполнена в виде стана для продольного разрезания и торцевания труб. Индукционная установка может быть выполнена для нагрева труб до 400-900°С. Технический результат заключается в получении высококачественных стальных труб заданного диаметра. 2 з.п. ф-лы, 1 ил.
Изобретение относится к металлургической промышленности, в частности к производству стальных труб из труб, бывших в употреблении.
Известна линия для производства труб, содержащая участок подготовки заготовок, участки формовки, сварки, термообработки, станки для подрезки торцов труб.
(См. авторское свидетельство СССР №428923 по классу МПК B23g 41/02, B21d 43/00, B65g 49/00 заявл. 29.08.72, опубл. 25.05.74 «Поточная линия для производства и механической обработки груб»).
Недостатком известной поточной линии является отсутствие оборудования, позволяющего использовать в качестве исходного материала трубы, бывшие в употреблении
Наиболее близкой по технической сущности, достигаемому эффекту и выбранной в качестве наиболее близкого аналога является линия для производства стальных труб, включающая последовательно расположенное и связанное между собой оборудование участков подготовки заготовок, формовки, сварки, термообработки (См. свидетельство СССР №1460082 по классу МПК C21D 9/08, заявл. 16.02.1987, опубл. 23.02.1989 «Поточная линия для производства труб».
Однако и данное известное техническое решение имеет недостаток: линия основана на использовании холоднокатаной ленты, включает разматыватель, устройства формовки, сварки, устройство локальной термообработки сварного шва, состоящее из индуктора и охлаждающего устройства, а также водяную ванну, систему контроля и поддержания температуры, что усложняет конструкцию линии, при этом известная линия не позволяет в качестве исходного материала использовать трубы, бывшие в употреблении, и не позволяет снизить затраты на производство труб.
Задачей настоящего изобретения является создание линии, позволяющей изготавливать трубы из труб диаметром от 89 до 1320 мм, бывших в употреблении, обладающие высоким качеством при одновременной простоте ее конструкции и снижении себестоимости производства труб.
Кроме того, заявитель ставил перед собой задачу расширения арсенала технических средств, обеспечивающих производство стальных труб, дополнительный технический результат заключается в реализации этого назначения.
Поставленная задача достигается тем, что линия для производства стальных труб из заготовок в виде стальных труб, бывших в употреблении, включает последовательно расположенное и связанное между собой оборудование участка подготовки заготовок, снабженного установкой для подготовки труб с незамкнутым поперечным сечением, участка формовки заготовок и участка сварки труб. После участка сварки линия снабжена участком одновременной термообработки, калибровки и передела изготовляемых труб в любой диаметр от 89 до 1320 мм, который снабжен экспандером с оправкой для расширения труб и индукционной установкой, размещенной на экспандере для обеспечения нагрева труб для их термообработки в процессе движения трубы по оправке.
Техническим результатом является оптимизация конструкции заявляемой линии с получением высококачественных стальных труб из заготовок из бывших в употреблении стальных труб.
В качестве материала используют трубы, бывшие в употреблении, диаметром от 89 до 1420 мм и переделывают их в трубы диаметром 89-1320 мм.
Оборудование для получения заготовок с незамкнутым поперечным сечением может быть выполнено в виде стана для продольного разрезания и торцевания труб.
Индукционная установка может быть выполнена для нагрева труб до 400-900°С.
Проведенные исследования по патентным и научно-техническим источникам информации свидетельствуют о том, что предлагаемая линия для производства стальных труб не известна и не следует явным образом из изученного уровня техники, т.е. соответствует критерию «новизна» и «изобретательский уровень».
Предлагаемая линия для производства стальных труб может быть изготовлена на любом предприятии, специализирующемся в данной отрасли, так как для этого требуются известные материалы и стандартное оборудование, широко выпускаемое отечественной и зарубежной промышленностью.
Таким образом, заявляемая линия для производства стальных труб соответствует критерию «промышленная применимость».
Предлагаемая совокупность существенных признаков сообщает заявляемой линии для производства стальных труб новые свойства, обеспечивающие решение поставленной задачи, а именно создание линии, позволяющей изготавливать трубы диаметром от 89 до 1320 мм, обладающие высоким качеством при одновременной простоте ее конструкции и снижении себестоимости производства труб.
Снабжение участка подготовки заготовок установкой для получения заготовок с незамкнутым поперечным сечением из стальных труб, бывших в употреблении, установленной перед оборудованием участка формовки, позволяет изготавливать трубы диаметром от 89 до 1320 мм при одновременной простоте конструкции линии и снижении затрат на производство труб.
Снабжение оборудования участка термообработки установкой индукционного нагрева труб, установленной после оборудования участка сварки, позволяет исправить всевозможные деформации, структуру материала трубы, снять напряжение металла и одновременно провести термообработку и тем самым рекристаллизовать сталь, что возвращает качество изготовленных труб, а в определенных случаях повышает их качество.
В качестве материала используются трубы, бывшие в употреблении, диаметром от 89 до 1420 мм. Старение металла, в первую очередь это хрупкость, происходит из-за включений посторонних атомов в структуру стали, образования пустот, вследствие чего структура становится неравномерной и неоднородной. Под температурой более 600С происходят образования равновесной структуры с восстановленными или повышенными прочностными и вязкопластическими свойствами, что и нужно для труб. К тому же на трубу производится внутреннее давление при прохождении через оправку, что дополнительно выводит из нее пустоты и включения.
Выполнение оборудования для получения заготовок с незамкнутым поперечным сечением в виде стана для продольного разрезания и торцевания труб позволяет изготавливать трубы диаметром от 89 до 1320 мм, позволяет снизить себестоимость производства труб и расширяет ассортимент используемого оборудования и соответственно расширяет арсенал технических средств, обеспечивающих производство стальных труб.
Наличие участка одновременной термообработки, калибровки и передела изготовляемых труб в любой диаметр от 89 до 1320 мм позволяет получить трубу правильной геометрии по всей длине, без элементов эллипсности, завершенного диаметра за счет того, что экспандер снабжен оправкой под каждый диаметр от 89 до 1320 мм для расширения трубы, на которую надевают трубу и в процессе ее движения трубу нагревают для ее термообработки и передела в завершенный диаметр от 89 до 1320 мм. Под воздействием нагрева до высокой температуры 400-900°С и ее движения по оправке трубу расширяют до заданного размера и в результате получают трубу, которая проходит одновременно три процесса: термообработку, калибровку, передел в любой диаметр от 89 до 1320 мм.
Предлагаемое изобретение поясняется фиг.1.
На фиг. 1 изображен схематичный план линии.
Линия для производства стальных труб включает последовательно расположенное и связанное между собой оборудование участков 1 - подготовки заготовок, 2 - формовки. 3 - сварки, 4 - одновременной термообработки, калибровки и передела. Оборудование участка 1 подготовки заготовок снабжено установкой 5 для получения заготовок с незамкнутым поперечным сечением, из стальных труб, бывших в употреблении, установленной перед оборудованием участка 2 формовки, оборудование участка 4 снабжено экспандером с оправкой для расширения труб и индукционной установкой 6, размещенной на экспандере для обеспечения нагрева труб до 400-900°С для их термообработки.
Линия работает следующим образом.
Трубу, бывшую в употреблении, предварительно очищенную, подают на участок 1 подготовки заготовок, подают к установке 5 для получения заготовок с незамкнутым поперечным сечением, как вариант, к стану для продольного разрезания и торцевания труб, разрезают трубу в требуемый размер, подают на оборудование участка 2 формовки (гибки), где формуют (сгибают) заготовку в трубу требуемого размера и далее подают на оборудование участка 3 сварки, где сваривают края заготовки, после сварки трубу подают на оборудование участка 4, где обеспечивают расширение трубы (передел) и одновременный нагрев на установке 6 индукционного нагрева труб, которая воздействует на структуру и физические свойства металла трубы таким образом, что снимает накопившееся напряжение, деформации и позволяет получить трубы из труб, бывших в употреблении, с накопившимися остаточными напряжениями и деформациями после их эксплуатации, демонтажа и последующей формовки, материал которых соответствует требуемым показателям твердости, вязкости, сопротивляемости металла.
При использовании оборудования участка 4 одновременно проводят термообработку и устранение напряжений, деформаций материала, неточностей формы (калибровка), что позволяет получить трубу завершенного диаметра требуемого качества.
ПРИМЕРЫ:
I - Требуется изготовить трубу диаметром 530 мм с толщиной стенки 10 мм: берут трубу, бывшую в употреблении, диаметром 1020 мм с толщиной стенки 10 мм, предварительно очищенную от изоляции и налетов грязи внутри и снаружи по всей длине пескоструйной или дробеструйной установкой. Далее разрезают на 2 части на стане 5 для продольного разрезания и торцевания труб, после чего каждая из полученных частей имеет радиус меньше чем 530 мм. Заготовки формуют(сгибают) в трубу любым радиусом, меньшим 530 мм, при этом формование (сгибание) проводят последовательно в два-три этапа с использованием агрегата гибки и затем отправляют на участок 3 сварки, где наносят внутренний и наружный шов, далее трубу перемещают к участку 4, включающему установку 6 индукционного нагрева и экспандер, где ее устанавливают на оправку для трубы диаметром 530 толщиной 10 мм (оправку устанавливают внутрь трубы). Под воздействием индукционного нагрева снаружи накаленную трубу продвигают по оправке и в итоге получают трубу окончательного требуемого диаметра, которая прошла термообработку, калибровку и приобрела завершенный диаметр 530 мм. При этом толщина стенки труб изменяется незначительно, а длина становится короче.
II - Требуется изготовить трубу диаметром 426 мм:
используют трубу, бывшую в употреблении, диаметром 820 мм, из нее изготавливают две трубы; из труб диаметром 1020 мм и 1220 мм изготавливают по три трубы. При этом предварительно трубы, бывшие в употреблении, очищают от грязи и остатков изоляции как снаружи, так и внутри по всей длине при помощи пескоструйной или дробеструйной установки, далее подают очищенную трубу на участок 1 - подготовки заготовок, где на установке 5, выполненной в виде стана для продольного разрезания и торцевания труб, разрезают трубу диаметром 820 мм на две части, затем полученные заготовки переводят на участок 2 - формовки, где формуют (сгибают) заготовки в трубу в два-три этапа с использованием агрегата гибки, и затем отправляют на участок 3 - сварки, где наносят внутренний и наружный швы, далее трубу перемещают на участок 4, включающий установку 6 индукционного нагрева и экспандер. Под воздействием индукционного нагрева снаружи накаленную трубу продвигают по оправке и в итоге получают трубу окончательного требуемого диаметра 426 мм, которая прошла термообработку, калибровку и получила требуемое качество.
Аналогично изготавливают трубу диаметром 426 мм из труб диаметром 1020 мм и 1220 мм. Отличие только в том, что трубы таких диаметров разрезают на три части и в итоге получают три трубы диаметром 426 мм.
1. Линия для производства стальных труб из заготовок в виде стальных труб, бывших в употреблении, включающая последовательно расположенное и связанное между собой оборудование участка подготовки заготовок, снабженного установкой для подготовки труб с незамкнутым поперечным сечением, участка формовки заготовок и участка сварки труб, отличающаяся тем, что после участка сварки линия снабжена участком одновременной термообработки, калибровки и передела изготовляемых труб в любой диаметр от 89 до 1320 мм, который снабжен экспандером с оправкой для расширения труб и индукционной установкой, размещенной на экспандере для обеспечения нагрева труб для их термообработки в процессе движения трубы по оправке.
2. Линия по п. 1, отличающаяся тем, что установка для получения заготовок с незамкнутым поперечным сечением выполнена в виде стана для продольного разрезания и торцевания труб.
3. Линия по п. 1, отличающаяся тем, что индукционная установка выполнена для нагрева труб до 400-900°С.
www.findpatent.ru
оборудование, технологическая линия полного цикла
 На сегодняшний день на рынке можно найти профильные трубы различного сечения от разных производителей. Разобраться в предложении тяжело даже профессионалу, ведь они зачастую отличаются не только внешним видом, но и надежностью, качеством. Профильные трубы могут выпускаться не только из различных металлов и сплавов, в продаже можно найти и полимерные изделия, но технология их производства не имеет ничего общего с изготовлением металлических, поэтому рассматривать их не будем.
На сегодняшний день на рынке можно найти профильные трубы различного сечения от разных производителей. Разобраться в предложении тяжело даже профессионалу, ведь они зачастую отличаются не только внешним видом, но и надежностью, качеством. Профильные трубы могут выпускаться не только из различных металлов и сплавов, в продаже можно найти и полимерные изделия, но технология их производства не имеет ничего общего с изготовлением металлических, поэтому рассматривать их не будем.
По сечению профильные трубы можно разделить на:
Производство профильной трубы осуществляется путем горячего или холодного деформирования, что позволяет получать сварные и бесшовные изделия.
↑Линии полного цикла
На серьезных трубных заводах производство профильных труб, в основном, осуществляется путем  деформации труб круглого сечения. Линия полного цикла представляет собой комплект оборудования для выпуска трубы требуемого сечения из штрипса, листовой стальной заготовки.
деформации труб круглого сечения. Линия полного цикла представляет собой комплект оборудования для выпуска трубы требуемого сечения из штрипса, листовой стальной заготовки.
Штрипс, поставляемый в виде рулонов, нарезается на полосы определенной ширины. Заготовка, проходя через формовочный стан, приобретает круглое сечение.
Данный процесс может осуществляться как при горячем, так и при холодном состоянии метала, это зависит от того, по какой технологии осуществляется изготовление профильной трубы на данном предприятии.
Следующий этап — сварка. Она может осуществляться различными способами, чаще всего применяют сварку в среде защитных газов (для особо ответственных изделий), индукторную и другие технологические способы. При этом вальцами прилагается усилие сжатия, что существенно повышает прочность стыка.
Образовавшийся грат, слой металла, выступивший при сварке из шва, удаляется резцом.
После охлаждения эмульсией труба круглого сечения поступает на формовочные вальцы, которые, оказывая давление на поверхность труб с различных сторон, придают изделию требуемый профиль.
 Следующим этапом становится контроль качества сварного шва, чаще всего этот процесс осуществляется при помощи вихретоковой дефектоскопии. Принцип действия аппаратуры основан на сравнении электрических и магнитных свойств металла, на которые влияет как химический состав сварного шва, так и наличие физических дефектов (раковины, непровар).
Следующим этапом становится контроль качества сварного шва, чаще всего этот процесс осуществляется при помощи вихретоковой дефектоскопии. Принцип действия аппаратуры основан на сравнении электрических и магнитных свойств металла, на которые влияет как химический состав сварного шва, так и наличие физических дефектов (раковины, непровар).
Завершающий этап, после нарезки на мерные куски, который обеспечивает линия по производству профильной трубы полного цикла - это термическая обработка. Данная процедура позволяет снять все внутренние напряжения в трубе, которые образовались в процессе деформации. Для этого трубу нагревают до определенной температуры и постепенно остужают. Благодаря такой обработке значительно возрастает качество изделия.
Вот по такой технологии происходит производство профильных труб на крупных предприятиях. Производители средней мощности применяют другие технологии.
↑Электросварные профильные трубы
В целях снижения себестоимости продукции многие производители применяют технологию, в которой отсутствует этап деформации круглой трубы.
Производство трубы профильной в этом случае выглядит таким образом:
При этом трубе сразу придается требуемый профиль, этому способствует особое расположение и форма вальцев.
Холодная деформация стальных труб
А теперь рассмотрим небольшое производство — профильная труба в таких условиях получается из  уже готовой трубы круглого сечения. Такое оборудование имеет значительно меньшие размеры, что позволяет смонтировать его в производственных помещениях меньшей площади. Подобное оборудование пользуется большим спросом, поэтому на рынке имеются различные по мощности устройства, выпускаемые различными производителями, в том числе и иностранными.
уже готовой трубы круглого сечения. Такое оборудование имеет значительно меньшие размеры, что позволяет смонтировать его в производственных помещениях меньшей площади. Подобное оборудование пользуется большим спросом, поэтому на рынке имеются различные по мощности устройства, выпускаемые различными производителями, в том числе и иностранными.
Такой станок для производства профильной трубы состоит из набора вальцев, которые выполняют процесс деформации заготовки. Мощностей станка хватает даже для профилирования бесшовных труб.
Недостатком подобных устройств является то, что получить профильную трубу высокого качества, способную выдерживать существенные нагрузки, практически невозможно. Поэтому для конструкций, к которым будут предъявляться жесткие требования по надежности, лучше применять трубу, изготовленную по полному циклу в условиях серьезных промышленных предприятий.
Данный тип оборудования для изготовления профильной трубы из круглой заготовки предназначен для выпуска мебели, декоративных элементов. Этот сегмент рынка достаточно велик, поэтому спрос на такую продукцию стабилен.
↑Особенности выбора оборудования и организации производства
Если принято решение об организации собственного производства профильных труб, необходимо взвесить все имеющиеся у вас возможности, а также определиться, какого класса вам необходима продукция.
Перед тем как выбирать оборудование для производства профильной трубы, определитесь с имеющимися производственными площадями. При ограниченных условиях лучше всего приобрести малогабаритные станки небольшой мощности.
Если вы решили развиваться всерьез, определитесь с комплектацией линии, уточните для себя, какой именно тип оборудования вам требуется.
 Чаще всего в производственную линию входят:
Чаще всего в производственную линию входят:
Не забывайте о системах контроля качества.
И еще один совет, не отказывайтесь от термической обработки изделия, это несколько повысит себестоимость, но существенно возрастет и качество. А это в условиях конкуренции играет большую роль. Ожидаемую прибыль можно получать за счет объема производства и продаж. А товар дешевле можно выпускать, купив обычные вальцы для профилирования трубы.
↑Где применяются профильные трубы?
Ну а теперь можно поговорить и о том, для каких же целей собственно производится профильная труба:
В общем, профилированные трубы достаточно универсальный материал, только не стоит применять их для подачи воды, это хоть и труба, но предназначенная для других целей.
vsetrybu.ru









