- Мы используем современное оборудование, мощность которого позволяет оказывать услуги по лазерной резке нержавеющей стали и алюминия.
- Мы гарантируем высокую скорость выполнения работы и чистоту обработки.
- Для оформления вашего заказа достаточно нарисовать эскиз. Мы вырезаем из нержавейки изделия любой конфигурации и формы. Никаких сложностей или ограничений для фантазии заказчика. При этом гарантируем минимальное количество отходов и идеальную поверхность края реза.
- С нами вы экономите – процесс раскроя нержавейки автоматизирован. Компьютерные технологии позволяют свести расход материала к минимуму.
- Мы обеспечиваем высокоточную обработку. При этом есть возможность обрабатывать локальные участки на поверхности листа.
- На снижение стоимости работ и повышение их качества влияет автоматизация техпроцесса. За счет этого мы повышаем производительность обработки, а также снижаем присутствие и влияние человеческого фактора.
- Слаженные процессы и высокопродуктивное оборудование дает возможность выполнять заказы для изготовления единичных изделий или целых партий.
- выполняется бесконтактно;
- раскрой проводится по контуру, который создается на точных и не допускающих ошибок компьютерах;
- максимальная погрешность, которая может отмечаться при резке на лазерной установке, не превышает показателя в 0,08 миллиметра;
- вероятность формирования облоя и заусенец – минимальная;
- деформации (по линии раскроя) кромки нержавеющего листа практически никогда не фиксируются;
- лазерное оборудование сокращает общее время, необходимое для разрезания материалов;
- теплопроводимость и плотность изделия может быть любой – луч лазера справится с поставленной задачей;
- физические свойства нержавеющей стали в результате лазерной обработки не изменяются.
- штамповка;
- сварка;
- гальваническая обработка;
- гибка;
- покраска и так далее.
- броневой стали (56, 44, 44С-св-Ш, 45-55ХНМ) толщиной до 25 мм;
- оцинкованной стали (10кп, 08Ю и других марок), толщиной до 5 мм;
- черной стали (Ст3Гсп, Ст1сп, Ст1кп, Ст6сп и пр.) толщиной до 25 мм.
 Получение очень точных форм и размеров, даже при резке сложных контуров с выступами и закруглениями.
Получение очень точных форм и размеров, даже при резке сложных контуров с выступами и закруглениями.- Высокая скорость работы.
- Лазерный луч мягко воздействует на металл.
- Полноценная автоматизация – в установку вводится программа резки, и лазер перемещается по указанным координатам.
- Избирательное температурное воздействие – луч оказывает действие на минимальную площадь стального листа.
- Нет механического воздействия на металл, которое способно деформировать деталь или её края.
- Минимальное количество отходов с учетом того, что потери на стружку отсутствуют.
- Полученное изделие имеет четкие параллельные кромки на линии реза, поэтому дополнительная обработка не требуется.
- Раскрой и резку можно выполнять для металлического листа любых размеров.
- Возможность создавать точные круглые отверстия с минимальным диаметром 0,5 мм.
- Широкие диапазоны регулирования мощности луча в зависимости от обрабатываемого материала.
- Воздух.
- Технически чистый азот.
- Смесь азота и водорода.
- Смесь аргона и водорода.
- Безопасность работ.
- Минимальное негативное воздействие на экологию.
- Возможность резки любых деталей, вне зависимости от формы и сложности контура.
- Быстрый прожиг даже толстых листов.
- Универсальность оборудование.
- Экономическая эффективность.
- Значительная скорость работ при резке тонких и средних стальных листов.
- Высокое качество разреза, что в большинстве случае делает дополнительную обработку необязательной.
- высокая точность;
- отсутствие необходимости обработки кромки;
- широкий спектр выполняемых работ;
- высокий уровень безопасности;
- автоматизация основных операций лазерной резки;
- взвешенное соотношение цены и качества.
- Действует система скидок.
- Имеем запас материала на складе.
- Партия от 1 шт.
- Изготовим оснастку для серийной резки небольших изделий.
- Возможно исполнение в день заказа +20%
- Услуги по обработке металла и других материалов — гибка, сварка, маркировка, гравировка.
- Техническое моделирование и сопровождение.
- Гальваническое покрытие НИКЕЛЕМ для небольших изделий из металла, алюминия, латуни. Методом химического никелирования.
- возможно изготовление сложных по форме конструкций;
- детали отличаются высокой точностью изготовления;
- у них отсутствуют рваные края и облой. После лазерной резки детали могут быть обработаны без дополнительной подготовки на любом оборудовании, с применением самого современного инструмента:
- гибка и штамповка;
- гальваническая обработка и покраска;
- сварка и многие другие операции.
- экономически выгодно выполнение как единичных, так и массовых заказов;
- скорость обработки не зависит от формы проката (лист, профиль и т.п.).
- врезка. Применяется для сквозных отверстий разного диаметра. Такой технологический приём позволяет получать мельчайшие разрезы и микроотверстия;
- раскрой. Выполняется сквозное отверстие минимального диаметра (прожиг заготовки). Из него начинается движение режущей головки в заданном ЧПУ направлении.

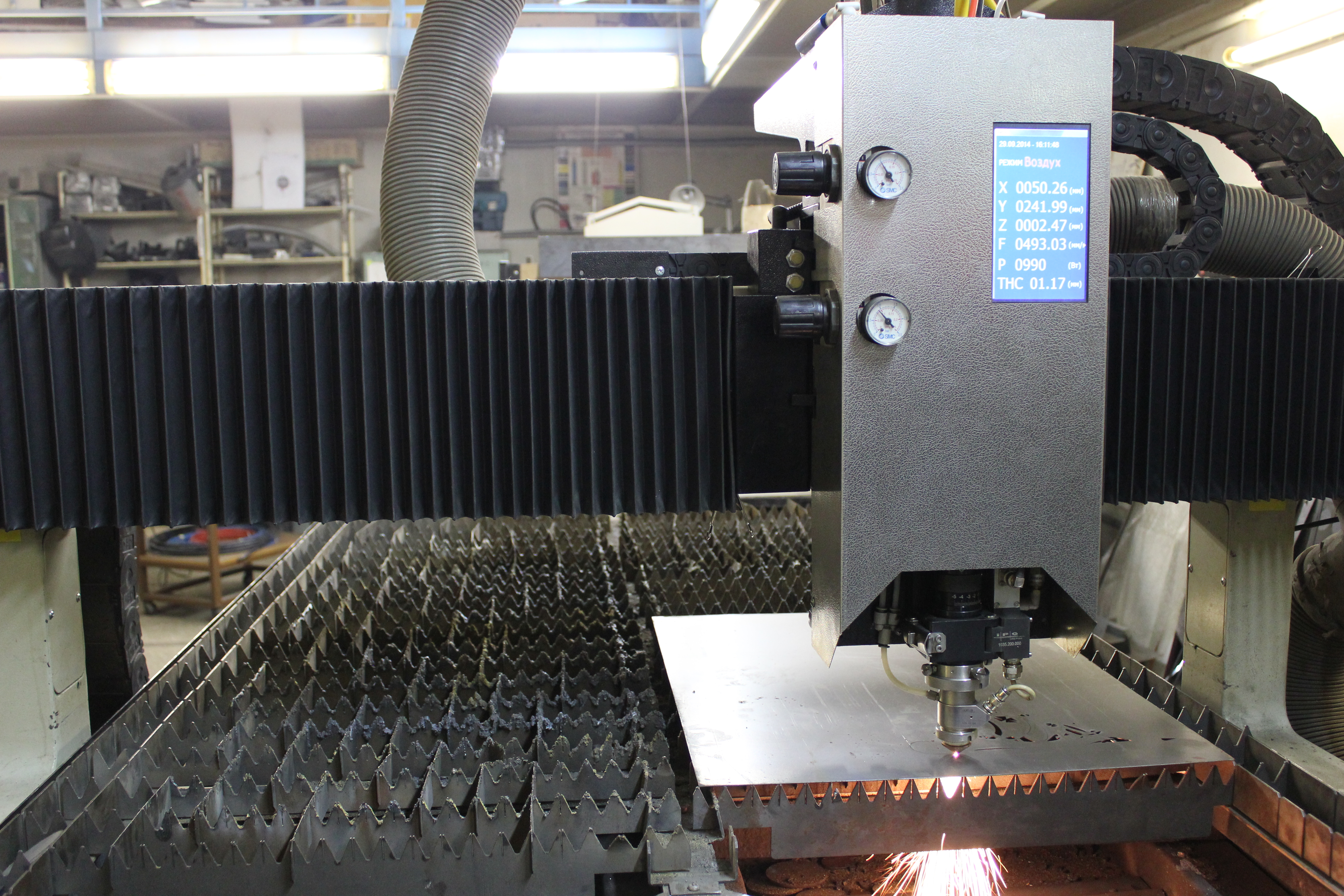
Головка станка ЛРН.
-
Компания “PROMEX»;
- Сайт: http://promexcut.ru/;
- Адрес: г. Екатеринбург, пр. Ленина, дом №50, лит. «б», офис №325;
- Телефон: +7-(343)-288-88-80;
- Почта: [email protected].
- толщина 1,0 мм – 10,96 руб/м;
- толщина 30,0 мм – 729,3 руб/м.
Цены на лазерную резку нержавейки. Резка нержавеющей стали лазером
Лазерная резка нержавейки – стоимость и фото работ, быстрое выполнение заказов
| Материал | Цена |
| Нержавейка | от 38 р./м |
| Конструкционная сталь | от 12 р./м |
| Алюминий | от 37 р./м |
Компания «АртМеталл+» предлагает лазерную резку нержавеющих сталей с помощью высокотехнологичного немецкого оборудования «TRUMPF». Автоматизация процессов и компьютерные технологии позволяют нам выполнить обработку быстро, точно и практически без отходов. Качество гарантировано. Звоните и заказываете лазерную резку нержавейки у профессионалов!
Уточнить цены можно по телефону: С понедельника по воскресенье с 9:00 до 21:00


Особенности процесса резки
Особенность нержавейки – это наличие большего числа легирующих элементов. Они вызывают высокую устойчивость стали к разрушению, что создает трудности при механической раскройке материала обычными способами.
Для резки нержавейки лазером мы используем газовую защитную среду – азот. Это позволяет получить поверхность реза самого высокого качества: без цвета побежалости и окалины. Но для более толстого материала давление газа должно быть выше. Это приводит к его повышенному расходу. Поэтому лазерная резка нержавейки большой толщины отличается более высокой стоимостью.
Для лазерной резки нержавеющей стали мы применяем технологии, позволяющие снизить влияние человеческого фактора. Использование нашего современного оборудования с ЧПУ сокращает затраты на обработку деталей, а также снижает стоимость услуг.
Вы можете закупить и доставить к нам листы металла или же воспользоваться нашим металлопрокатом. При этом важно учитывать, что качество получаемых изделий после лазерной резки зависит от состояния исходного материала. Нельзя использовать листы нержавейки с дефектами на поверхности.
Работы выполняем следующим образом: на лист нержавейки с помощью компьютерной технологии наносим необходимый контур. По нему лазерный луч автоматически выполняет бесконтактный раскрой материала. Это позволяет свести к минимуму погрешность обработки и исключить деформацию кромок изделия. Получается идеально ровная поверхность, на которой нет следов облоя и заусенцев, неизбежно возникающих при механической обработке.

После раскроя нержавейки лазером мы выполняем все необходимые заказчику виды обработки:
Обратите внимание! Кроме лазерной резки металлов, мы выполняем раскрой пластика, оргстекла, фанеры и МДФ.
Преимущества нашей обработки
В видео показаны фото примеров качественной лазерной резки нержавейки.
Наша организация предлагает весь спектр услуг по лазерной резке стали: углеродистой, нержавеющей и инструментальной. Автоматизированное производство обеспечивает быструю, качественную и практически безотходную обработку. Если вам нужна лазерная резка нержавейки в Москве – обращайтесь к нам. Заказывайте услуги у профессионалов!
Уточнить цены можно по телефону: С понедельника по воскресенье с 9:00 до 21:00
kov24.ru
Лазерная резка алюминия – все тонкости процесса + Видео
Лазерная резка алюминия и других материалов представляет собой инновационную технологию раскроя, базирующуюся на применении сфокусированного луча лазера в качестве режущего инструмента.
1 Лазерная резка алюминия – эффективная и очень экономная
Сплавы на основе алюминия имеют особые оптические и теплофизические характеристики, обусловленные такими его свойствами, как малая возможность поглощения луча лазера и высокая теплопроводность. По этой причине лазерная резка алюминия может выполняться только высоким по мощности лазерным излучением.
Процедура разрезания алюминиевых листов осуществляется на специальной установке с современным компьютерным управлением.
Ее скорость зависит напрямую от толщины обрабатываемого сплава и его состава. При этом всегда желательно проводить операцию резки на малых скоростях, так как в этом случае на материале не образуется никаких (даже мельчайших) изъянов, то есть достигается идеальное качество поверхности.

Рекомендуем ознакомиться
Достаточно высокий уровень производительности лазерного станка обеспечивается тем, что его режущая головка не контактирует с материалом, последний просто-напросто насквозь прожигается лазерным лучом. Качественный и абсолютно точный контур алюминиевого изделия гарантируется продувкой зоны резания струей газа. А сфокусированное воздействие луча позволяет на ювелирном уровне точности производить сложнейшие конструкции.
Стоит отметить, что безошибочными программными средствами задаются все без исключения параметры операции, поэтому погрешностей при таком способе обработки алюминиевых сплавов практически не бывает. Их срез после операции имеет слегка шероховатую структуру. В связи с тем, что необходимости подготовки пресс-форм для резки изделий изготавливать не требуется, стоимость операции снижается. При этом лазерная резка металла обычно применяется при обработке сравнительно малых партий материала.

Алюминиевые заготовки, которые необходимо разрезать, не нужно закреплять механически, так как динамическое либо статическое влияние на них со стороны луча лазера полностью исключается. Другое достоинство методики – минимальные отходы материала (компьютер раскраивает лист и гарантирует, что продукт после операции резки будет абсолютно соответствовать разработанным чертежам). Помимо этого, к достоинствам относят и нулевую вероятность получения брака даже в тех случаях, когда изделию требуется придать сверхсложную форму.
Кроме всего прочего, безупречность получаемого в результате воздействия лазера среза дает возможность не осуществлять впоследствии достаточно-таки дорогостоящие процедуры по шлифовке металла. Как правило, для выполнения работ по резке алюминия на высоком уровне качества применяются твердотельные лазеры, характеризуемые повышенной мощностью луча.
2 Лазерная резка нержавейки – особенности процесса
Нержавеющая сталь намного более устойчива к разрушению, нежели обычные черные металлы. Традиционные способы ее раскроя за счет этого не всегда эффективны. Именно поэтому лазерная резка материалов такого вида очень быстро стала востребованной.
Достоинства технологии резки нержавеющей стали лазером:

Важным является и то, что резка проводится с минимальным участием специалистов (за все несет ответственность программное обеспечение), следовательно, пресловутый человеческий фактор не оказывает негативного влияния на результаты работы.
Особенность лазерной резки нержавейки заключается в том, что требуется исключить появление окисленной поверхности при обработке материала. Добиться этого несложно. Предупредить горение металла при резке можно за счет применения азотной среды. Причем азот необходимо подавать в зону резки под давлением до 20 атмосфер.
Если же выполняется раскрой больших по толщине нержавеющих материалов, фокальное пятно лазера следует заглублять в них. Это приводит к увеличению сечения входного отверстия и, естественно, к повышению подачи азота в зону расплава (внутрь материала).

После лазера допускается обработка нержавейки всеми известными в настоящее время аппаратами и инструментами, осуществляя следующие виды работ:
3 Лазерная резка меди – некоторые нюансы
Так как теплопроводность меди очень высока, скорость раскроя изделий из нее лучом лазера должна быть невысокой, а вот мощность излучения, наоборот, достаточно сильной. Если не придерживаться данных рекомендаций, точность среза медных и латунных конструкций, а также качество работ будет находиться на неудовлетворительном уровне.
Как правило, лазером разрезают медные листы с толщиной не более пяти миллиметров. Материал с большим показателем толщины обрабатывать на лазерной установке технически и экономически невыгодно, так как требуется обеспечить чрезмерно высокую мощность оборудования.

Как и в случае с алюминиевыми сплавами, медь предпочтительнее разрезать на твердотельных лазерах (их углекислотные аналоги с волной 10,6 мкм не обеспечивают должного качества раскроя). Обычно лазер при работе с медными материалами включается в импульсный режим, который дает возможность снизить площадь участка термовоздействия.

Такая схема оптимальна для тех ситуаций, когда обработке подвергаются тонкие листы. А вот микроплазменный режим функционирования лазера годится для резки изделий большей толщины. Такой режим предполагает создание плазмы в зоне реза, которая нагревает материал и начинает расплавлять его при достижении температуры плавления. Это происходит за счет того, что лазерный луч действует на пары цинка, магния и других плазмообразующих металлов, легко подвергающихся ионизации.
4 Лазерная резка стали – любой металл поддается лазерному лучу
Луч лазера позволяет быстро и точно разрезать листы любой стали. Причем такая технология подходит и для разнономенклатурного мелкосерийного производства, и для обработки однотипных изделий большими партиями. При использовании лазерного оборудования нет потребности долго и тщательно перенастраивать его либо переоснащать при изменении формы заготовки. Специалисту достаточно внести несложные изменения в программу управления установкой, чтобы продолжать раскрой деталей, отличающихся от предыдущих по своей конфигурации.

На современном оборудовании возможна лазерная резка электротехнических сталей (марки 3421–3425), конструкционных (ВСт6сп3, БСт2пс, Ст85, Ст08, 38Х2Н5МА, 20К, ШХ15 и многих других) толщиной до 25мм, используемых в строительной и машиностроительной отрасли для выпуска всевозможных конструкций и механизмов, а также:

tutmet.ru
Резка нержавеющей стали лазером и плазмой: оборудование и особенности
 При раскрое и обработке листового металлопроката достаточно важной операцией является резка стали. Чтобы изделие получилось качественным, она должна производиться очень точно, не деформируя металл. Добиться этого, используя стандартные механические инструменты, крайне сложно. Некоторые проблемы вызывает обработка нержавеющих марок стали, которые имеют высокую прочность и специфический химический состав.
При раскрое и обработке листового металлопроката достаточно важной операцией является резка стали. Чтобы изделие получилось качественным, она должна производиться очень точно, не деформируя металл. Добиться этого, используя стандартные механические инструменты, крайне сложно. Некоторые проблемы вызывает обработка нержавеющих марок стали, которые имеют высокую прочность и специфический химический состав.
С помощью современных технологий, резка нержавеющей стали ведется с достаточно высокой скоростью. Новые методы резки позволяют обрабатывать листы значительной толщины и обеспечивать точный раскрой. Наиболее эффективными и выгодными сегодня являются такие методы точной резки стали: газо-дуговая, гидроабразивная, лазерная и плазменная. Последние два представляют определенный интерес, и их следует рассмотреть более подробно.
Резка стали лазером
Сегодня резка металла с использованием лазера является наиболее продвинутым способом, который имеет большие перспективы. Таким методом можно обрабатывать, как нержавеющую сталь, так и цветные металлы. Качественная резка нержавеющей стали страж лазер выполняется на современном оборудовании.
Реализация данного процесса выполняется с использованием лазерной установки, где генерируется точный узконаправленный луч, выступающий в качестве резака. В процессе работы на металл могут подаваться различные газы, с помощью которых материал выдувается из рабочей зоны.
У лазерной резки есть ряд преимуществ перед другими способами:
Лазерная резка нержавеющей стали имеет всего один значимый недостаток – дороговизна оборудования.
Резка стали плазмой
Этот метод резки в некоторой степени похож на лазерную, разница в том, что металл плавится за счет сжатой плазменной туги. Из зоны резки расплав удаляется мощной струей плазмы. В её состав входит специальный ионизированный газ, который способен проводить электричество при высокой температуре.
Станок для резки нержавеющей стали формирует плазменную дугу в плазмотроне, где обычная дуга обжимается и к ней добавляется плазмообразующий газ. При плазменной резке дуга загорается между особым электродом и наконечником плазмотрона. Плазма вырывается в виде струи, разогревая и разрезая металл.
Несколько отличается плазменно-дуговая резка, которая выполняется дугой между электродом и обрабатываемым металлом. Столб этой дуги совмещается с образующей через нагрев струей плазмы поступающего газа. Резка выполняется плазменной энергией столба дуги и факела, вылетающего из него. Также воздействие оказывает энергия электродных пятен.
 Плазменная резка нержавеющей стали выполняется с использованием таких газов:
Плазменная резка нержавеющей стали выполняется с использованием таких газов:
Газовые смеси из азота и водорода достаточно эффективны, поскольку дают возможность получить наиболее гладкую и качественную поверхность реза. Резка на воздухе показывает несколько худшие результаты. Чистый азот и смеси на его основе рационально использовать в том случае, когда кромки обрабатываемой стали имеют высокие температуры или испытывают воздействие агрессивной среды. Применение этих газов позволит защитить сталь от окисления.
Если возможности использования газов отсутствуют, то кромки получаются низкого качества. Их требуется дополнительно обработать механически, что довольно затруднительно выполнить, если деталь имеет сложный контур.
Режим работы при воздушно-пламенной резки нержавеющих марок стали во много аналогичен обработке сталей с низким содержанием углерода и легирующих веществ.
Можно выделить такие достоинства плазменной резки стали перед способами резки с использованием газов:
Плазменную резку удобно применять при работе с рулонной стали. Она позволяет быстро нарезать листов с нужными размерами или штрипсов, которые представляют собой узкие ленты, получаемые при продольном разрезе. Выполнение таких работ возможно в автоматическом режиме.
steelguide.ru
]]>
|
]]>
|


laser.com.ru
Лазерная резка нержавеющей стали
Среда резки: воздух, азот.
Достоинства лазерной обработки нержавеющей стали:
Стоимость услуг лазерной резки:
| Нержавеющая сталь | |||||
| Толщина | до 100 м | 100-500 м | 500-1000 | >1000 м | Стоимость одного врезания, руб |
| 0,5; 0,8 | 58 | 45 | 38 | договорная | 1 |
| 1 | 58 | 45 | 38 | договорная | 1 |
| 1,5 | 94 | 65 | 50 | договорная | 1 |
| 2 | 120 | 85 | 70 | договорная | 1 |
| 2,5 | 140 | 110 | 80 | договорная | 2 |
| 3 | 160 | 130 | 90 | договорная | 2 |
| 4 | 210 | 160 | 120 | договорная | 2 |
Окончательную стоимость услуги, можно узнать при обращении в компанию.
Примеры работ:
Лазерная резка декоративного экрана для печной трубы.
 Резка производится в защитной плёнке Резка производится в защитной плёнке |  Готовое изделие в интерьере Готовое изделие в интерьере |
Важно: зеркальная нержавеющая сталь весьма капризна к неловким прикосновениям, остатки от пальцев оттереть ох как непросто.Поэтому защитную плёнку следует снимать только после окончательной установки изделия.
Дополнительно:
Присылайте свои файлы для лазерной резки в формате .dxf или .cdr в масштабе 1:1 на адрес [email protected]
Дополнительный телефон для связи +7 (495) 221-1037 e-mail [email protected]
На складе имеется запас следующих марок нержавеющей стали:
AISI 430 Структура поверхности: Матовая, шлифованная, полированная (зеркальная)Наличие на складе, толщина: 0.5 : 0.8 : 1 : 1.2 : 1,5 : 2 : 3 mmПод заказ, толщина: 4 : (только матовая)Размер листа 1250х2500 ммСтоимость: от 170 руб/кг
Это наиболее широко применяемые ферритные хромистые стали. Имеют хорошие прочностные и механические характеристики, что обеспечивается высоким содержанием хрома и низким содержанием углерода; хорошо деформируются, используются в процессах вытяжки и штамповки. В отличие от аустенитных никельсодержащих сталей, низкоуглеродистые хромистые ферритные стали устойчивы к процессам коррозии в различных серосодержащих средах. Поэтому изделия из стали AISI 430 могут быть использованы в системах для перекачивания газа, нефти и чистых нефтепродуктов. Конструкции из AISI 430 меньше изменяют размеры при колебаниях температур. Магнитная.
Области примененияБлагодаря низкому коэффициенту термического расширения, сталь оптимальна для изделий, испытывающих перепады температур, а высокая теплопроводность определяет преимущества использования этой стали в системах теплообмена. Обладая сравнительно низкой тепловой инерцией (удельной теплоемкостью), сталь AISI 430, при меньших энергозатратах, быстрее прогревается и охлаждается, что позволяет избежать возможного перегрева в процессе приготовления пищевых продуктов.
AISI 304 Структура поверхности: Матовая, шлифованная, полированная (зеркальная)Наличие на складе, толщина: 0.5 : 0.8 : 1 : 1.2 : 1,5 : 2 mmПод заказ, толщина: 3 : 4 (только матовая)Размер листа 1250х2500 ммСтоимость: от 265 руб/кг
Никельсодержащая, с низким процентом углерода. Легко поддается сварке, устойчива к межкристаллитной коррозии. Высокая прочность при низких температурах. Поддается электрополировке. Является наиболее универсальной и широко используемой из всех марок нержавеющих сталей. Не магнитная.
Области примененияИспользуется в установках для пищевой, химической, текстильной, нефтяной, фармацевтической и бумажной промышленности.
AISI 316LСтруктура поверхности: МатоваяПод заказ, толщина: 0.5 : 0.8 : 1 : 1.2 : 1,5 : 2 : 3 mmРазмер листа 1250х2500 ммСтоимость: от 370 руб/кг
Улучшенная версия AISI 304 (с добавлением молибдена), что делает ее особенно устойчивой к воздействию коррозии. Технические свойства этой стали при высоких температурах гораздо лучше, чем у аналогичных сталей, не содержащих молибден. (Молибден (Mo) делает сталь более защищенной от питтинговой коррозии в хлористой среде, морской воде и парах уксусной кислоты).C очень низким содержанием углерода. Особенно подходит для изготовления сварных конструкций. Обладает высокой устойчивостью к межкристаллитной коррозии, применяется в температурных режимах до 450°С.
Области примененияИспользуется для химического оборудования, инструментов, информационных табличек, вступающих в контакт с морской водой и атмосферой, при изготовлении оборудования для проявления фотопленок, в установках для переработки пищи, емкостях для отработанных масел.
Работы производятся на автоматизированных комплексах лазерного раскроя металлов «СКИФ», с волоконным лазером мощностью 1000W.
www.scaner-pl.ru
Лазерная резка нержавейки
Главная страница » Лазерная резка » Лазерная резка нержавейки
В последнее время очень широко, при обработке различных материалов, используется лазерная технология. Для этих целей используется современное высокотехнологичное оборудование. Числовые программные устройства, которыми оснащён этот станочный парк, не только обеспечивают высокую точность обработки, но и позволяют создавать изделия самой сложной формы.
На нашем сайте в статье «Оборудование для лазерной резки металла» рассказывается о технологии и оборудовании, которые используются при «световой» резке. Здесь мы расскажем об особенностях технологического процесса и оборудования при лазерной резке нержавейки (ЛРН), связанных со свойствами этой стали.
Почему выгодно применять лазерную технологию при раскрое нержавейки
Основная трудность обработки нержавейки вызвана гораздо большей, по сравнению с черными металлами, устойчивостью к разрушению. Существует много видов раскроя нержавеющей стали: все они имеют свои достоинства и недостатки.

Станок ЛРН.
ЛРН эффективнее традиционных методов осуществления резки, и это явилось определяющей причиной её выбора. Она имеет свои неоспоримые достоинства:

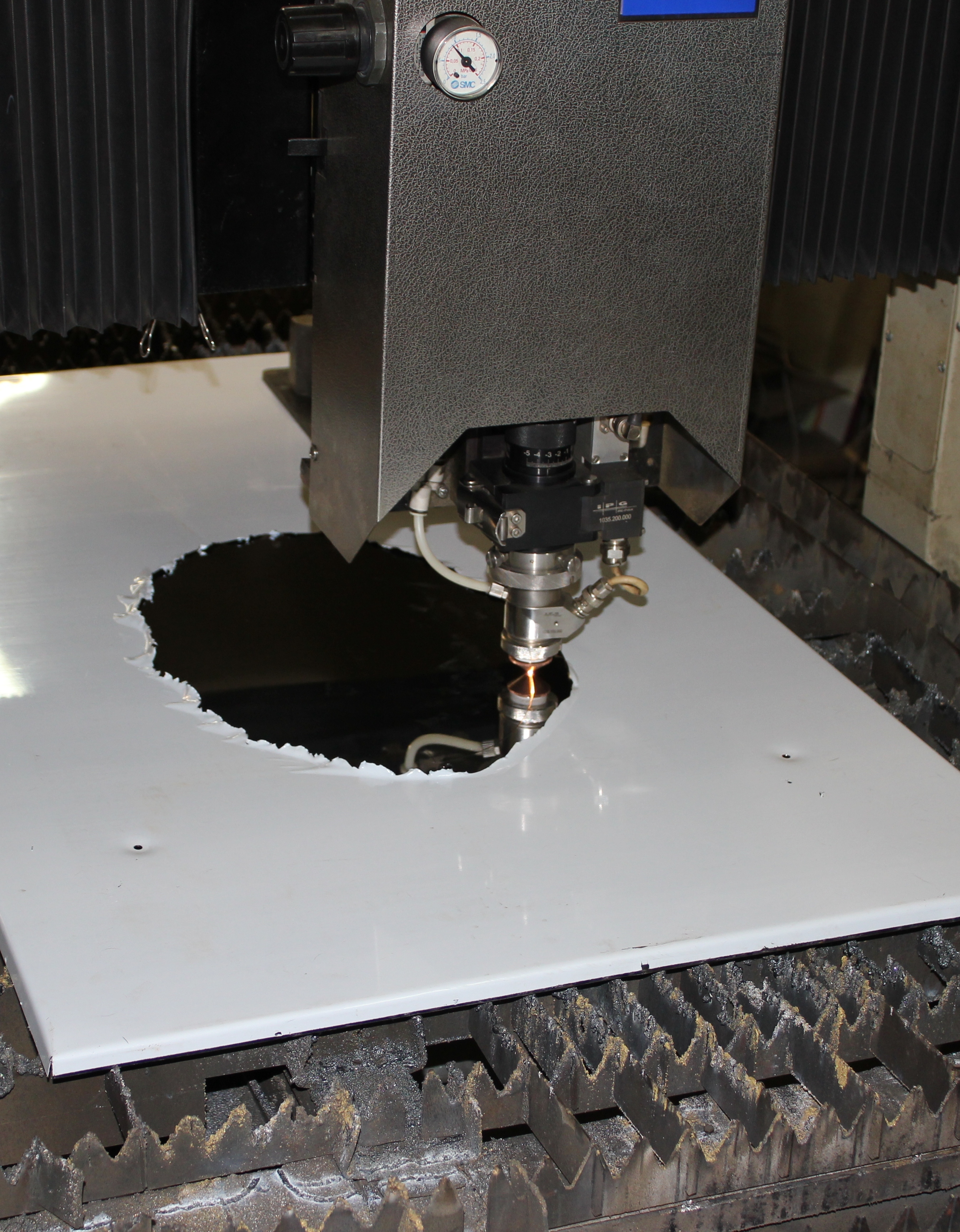
Результат использования ЛРН.
Новейшие технологии ЛРН способствуют минимизации влияния «человеческого фактора» на процесс производства.

Лазерный комплекс «GEM-100».
Это позволяет существенно сократить время на изготовление каждой детали и выполнение всего заказа.
Технология ЛРН
Лазерный раскрой нержавейки, как и других материалов, осуществляется без контакта с обрабатываемой поверхностью. Вся операция выполняется световым лучом по командам, которые формирует входящий в комплект ЧПУ компьютер.
Благодаря применению современных компьютерных технологий, удаётся получить погрешность в пределах 0,08 мм и снизить риск деформаций.
Технология ЛРН предусматривает два режима обработки стали:
Резка осуществляется в струе подаваемого под давлением технического газа.
Где заказать услугу
На производстве компании осуществляется ЛРН. По прайс-листу, действующему до 31.12.15., расценки следующие:
plazmen.ru
Высококачественная лазерная резка нержавеющей стали в атмосфере инертного газа с помощью волоконного иттербиевого и СО2-лазеров -
Высококачественная лазерная резка нержавеющей стали в атмосфере инертного газа с помощью волоконного иттербиевого и СО2-лазеров
Научная библиотека 05.12.2016 , by PressА.А.Голышев, А.Г.Маликов, А.М.Оришич, В.Б.Шулятьев // «Квантовая электроника», 44, № 3 (2014), с:233-238
Аннотация
Приведены результаты экспериментального сравнения резки нержавеющей стали излучениями волоконного иттербиевого и СО2-лазеров. Определены шероховатости поверхности реза при толщинах листа 3 и 5 мм. Измерен коэффициент поглощения лазерного излучения в процессе резки. Установлено, что мощность поглощённого металлом излучения при резке с одинаковой скоростью в случае СО2-лазера больше, чем в случае иттербиевого лазера. Предложено объяснение меньшей максимальной скорости резки излучением СО2-лазера по сравнению с резкой излучением волоконного иттербиевого лазера.
Описание на английском: High-quality laser cutting of stainless steel in inert gas atmosphere by ytterbium fibre and CO2lasers, Golyshev,A A et al., Quantum Electronics(2014),44(3):233
Введение В последнее время для резки металлов всё шире применяются волоконные и дисковые лазеры, которые имеют ряд преимуществ перед СО2-лазерами. К настоящему времени накоплены экспериментальные данные по резке различных металлических материалов излучением твердотельных лазеров с длиной волны 1 мкм (достаточно подробный обзор работ по этой теме дан в [1]). Можно считать надёжно установленным, что при резке в атмосфере инертного газа твердотельные лазеры при одинаковой мощности излучения обеспечивают по сравнению с СО2-лазерами значительно большую скорость резки тонких листов (в 3 – 4 раза при толщине листов 1 –2 мм) [2,3].При толщине более 3 –4 мм преимущество в скорости менее заметно, а при толщине 10 мм оно практически исчезает. При этом при резке толстых листов применение СО2-лазера обеспечивает лучшее качество кромки. Ограничение скорости или прекращение резки может происходить по двум причинам: из-за недостаточного энерговклада или из-за низкой скорости удаления расплава и «заплавления» реза [4]. Вторая причина имеет место при больших скоростях резки (более 10 –15 м/мин) [4]. Различию в скоростях резки с помощью двух типов лазеров обычно дают «энергетическое» объяснение и связывают его с различным френелевским поглощением на фронте реза для излучения с длиной волны l = 1 и 10 мкм [5]. В известных математических моделях лазерной резки формирование фронта реза и поглощение излучения на нём рассчитываются без учёта влияния расплава (см., напр., [5–7]). В зависимости от параметров плёнки расплава и характера течения реальная форма фронта и боковой поверхности реза может существенно отличаться от рассчитанной в идеализированном случае [8,9]. К настоящему времени не построены теоретические модели лазерной резки, которые бы полно и адекватно описывали гидродинамические явления при формировании канала реза. В связи с этим актуальны сравнительные экспериментальные исследования характеристик реза для двух типов лазеров [1,8]. Следует особо отметить, что в большинстве теоретических и экспериментальных работ выбор параметров резки делается без учёта качества реза, в то время как важнейшим для многих применений показателем качества является шероховатость поверхности реза, и степень шероховатости иногда используют как синоним качества [10]. Как отмечено в [10], увеличение толщины разрезаемых твердотельным лазером листов при сохранении высокого качества реза (на уровне, обеспечиваемом СО2-лазером) является в настоящее время одним из основных направлений совершенствования методики лазерной резки. Поэтому интерес представляет сравнительное исследование характеристик реза при максимально достижимом для каждого типа лазеров качестве реза. В [11,12] нами проведена оптимизация, а в [13] измерен энергетический баланс при условии минимума шероховатости для лазерно-кислородной резки низкоуглеродистой стали при использовании СО2-лазера. Насколько нам известно, подобные исследования резки нержавеющей стали в атмосфере инертного газа для волоконного лазера, в отличие от СО2-лазера, не проводились. Например, в [1] при измерении энергетического баланса резки авторы стремились обеспечить одинаковые значения исходных параметров для двух лазеров. Однако оптимальные параметры для одного типа лазеров могут быть не оптимальными для другого, и результаты таких измерений могут существенно отличаться от результатов, полученных при условии минимума шероховатости.
Резка в атмосфере инертного газа существенно отличается от лазерно-кислородной резки – отсутствует дополнительный источник энергии в виде экзотермической реакции окисления, разрушение материала на фронте реза и распространение фронта реза происходят по другим механизмам. Поэтому определение энергетического баланса и условий получения качественного реза при лазерной резке в атмосфере инертного газа требует отдельных исследований. Целью настоящей работы является сравнительная экспериментальная оценка энергетического баланса и определение скорости резки нержавеющей стали излучениями волоконного и СО2-лазеров при условии минимизации шероховатости поверхности реза.
…
Заключение На основе экспериментального исследования энергетического баланса резки нержавеющей стали излучениями волоконного и СО2-лазеров выявлены основные физические процессы, от которых зависит качество реза и которые ограничивают максимальную скорость резки.
Установлено, что при резке с минимальной шероховатостью ширина реза и число Пекле не зависят от длины волны лазерного излучения (типа лазера) и определяются только скоростью резки.
Показано, что ограничение максимальной скорости резки излучениями волоконного и СО2-лазеров может быть вызвано различными физическими причинами. При резке излучением СО2-лазера в атмосфере инертного газа процессы отражения от поверхности играют существенную роль и ограничивают максимальную скорость резки.
В этом случае традиционные методы измерения коэффициента поглощения [1,13,16], которые не учитывают отражение от верхней поверхности, могут давать завышенные значения. Эти методы эффективно работают при лазерной резке в присутствии кислорода как вспомогательного газа, когда ширина реза обычно превышает диаметр пучка лазерного излучения, а наличие плёнки окислов повышает коэффициент поглощения.
В случае резки в атмосфере инертного газа эти методы могут приводить к завышению плотности поглощённой энергии и температуры расплава. Именно этим обстоятельством объясняются избыточно высокие значения температуры при резке излучением СО2-лазера, на которые обращалось внимание в работе [1] и которые получены из расчётов по формуле (6).
Результаты настоящей работы позволяют сделать вывод о том, что причинами ограничения скорости качественного реза являются снижение температуры расплава и возрастание его вязкости с ростом скорости, что препятствует эффективному удалению расплава. Такой вывод согласуется с результатами работы [1], где сообщалось о большей вязкости расплава при резке излучением волоконного лазера по сравнению с резкой излучением СО2-лазера.
Полное содержание статьи: http://www.mathnet.ru/links/c739bbf2c081b846623c7920c361c245/qe15320.pdf
Поделиться ссылкой:
Похожее
« Previous Article Анализ технологических возможностей лазерно-гравировальных комплексов
Next Article » Светлячок — это такой маленький жучок, который светится, как светодиод + видео
xn--80akfo2a.xn--p1ai